Induction heating
Fundamentals, equations, benefits of induction heating
If workpieces made of electrically conductive materials are brought into contact with a magnetic field during induction heating, an electric current is induced in the workpiece, which flows in the workpiece and thus generates heat (lat. inducere = to introduce). This magnetic field is generated by an inductor.
The heat is generated in the component itself and is not supplied externally. This process is based on certain rules.

Law of induction
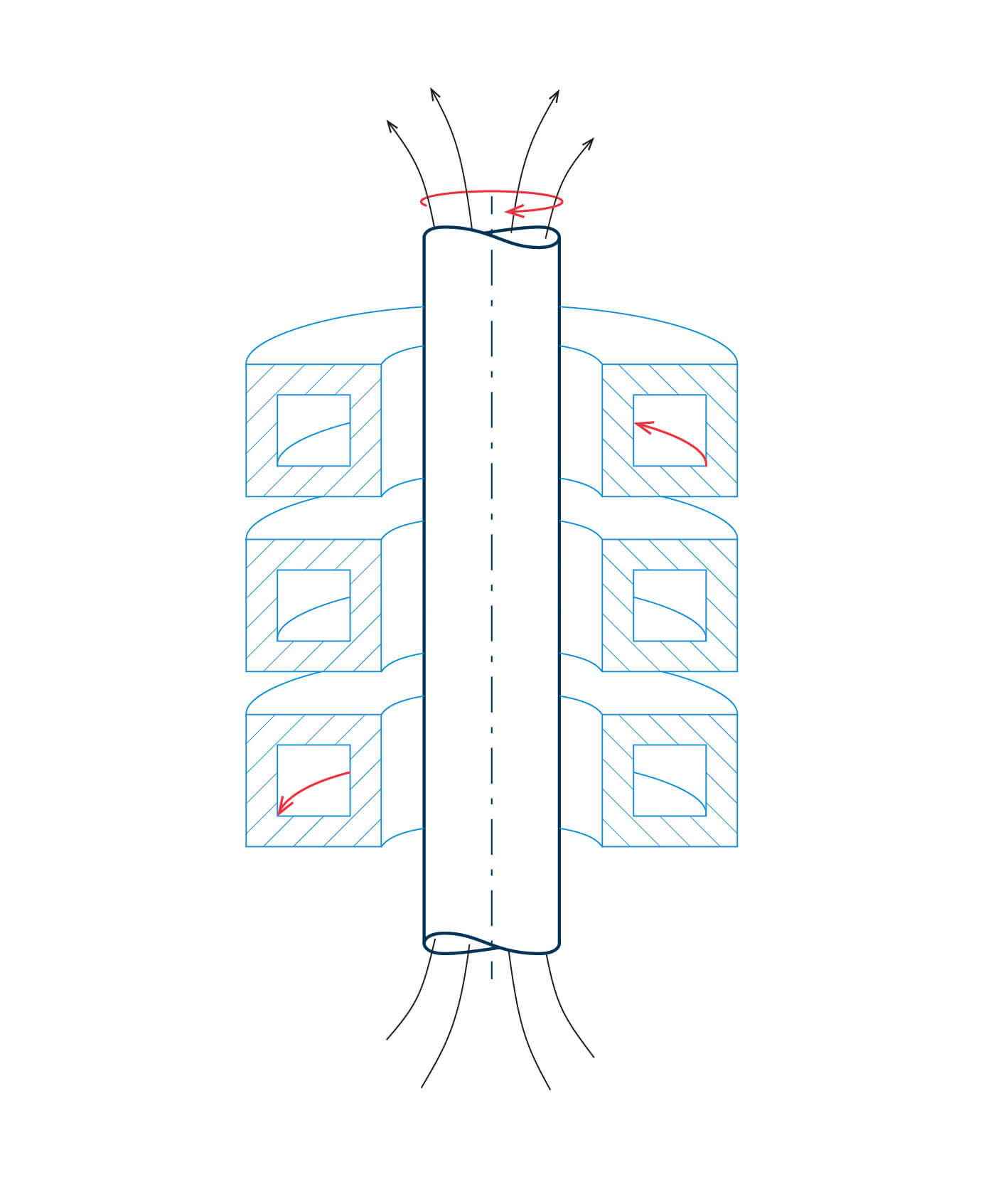
An induction coil through which an alternating current l 1 flows generates a magnetic field – changing in its direction – which is characterised by a magnetic flux Φ.
If a workpiece is introduced into this magnetic field, a voltage is induced in it. The induced voltage produces a current flow l ws opposite to the effect (Lenz’s rule).
Skin effect (current penetration depth)
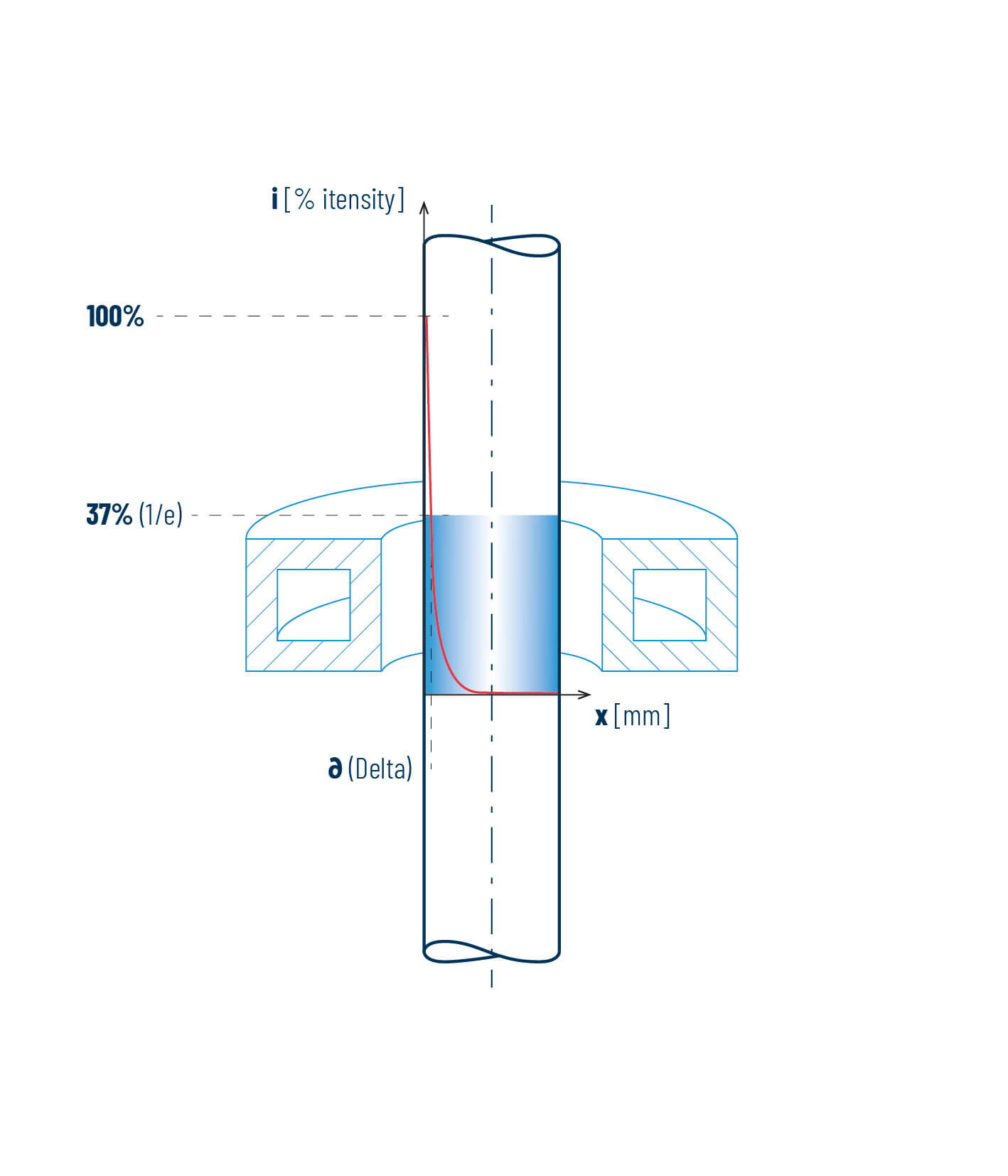
The current density decreases radially from the edge of the workpiece inwards. This decrease results from overlapping eddy currents and the resulting high resistances inside the workpiece.
Penetration depth δ = the depth at which the current density has dropped to 1 /e (=0.368)
The higher the frequency, the thinner the surface layer that is flown through.
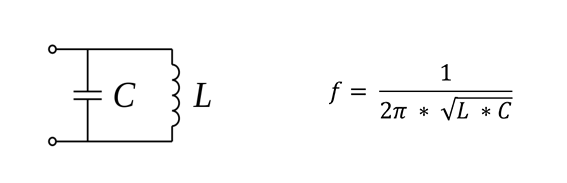
Frequency
C = capacitance = capacitor in the outer circuit
L = inductance = inductor on the outer circuit
High frequency = low penetration depth
Low frequency = high penetration depth
Frequency ranges are:
- Low frequency 50Hz to 500Hz
- Medium frequency 500Hz to 50kHz
- High frequency 50kHz to 27MHz
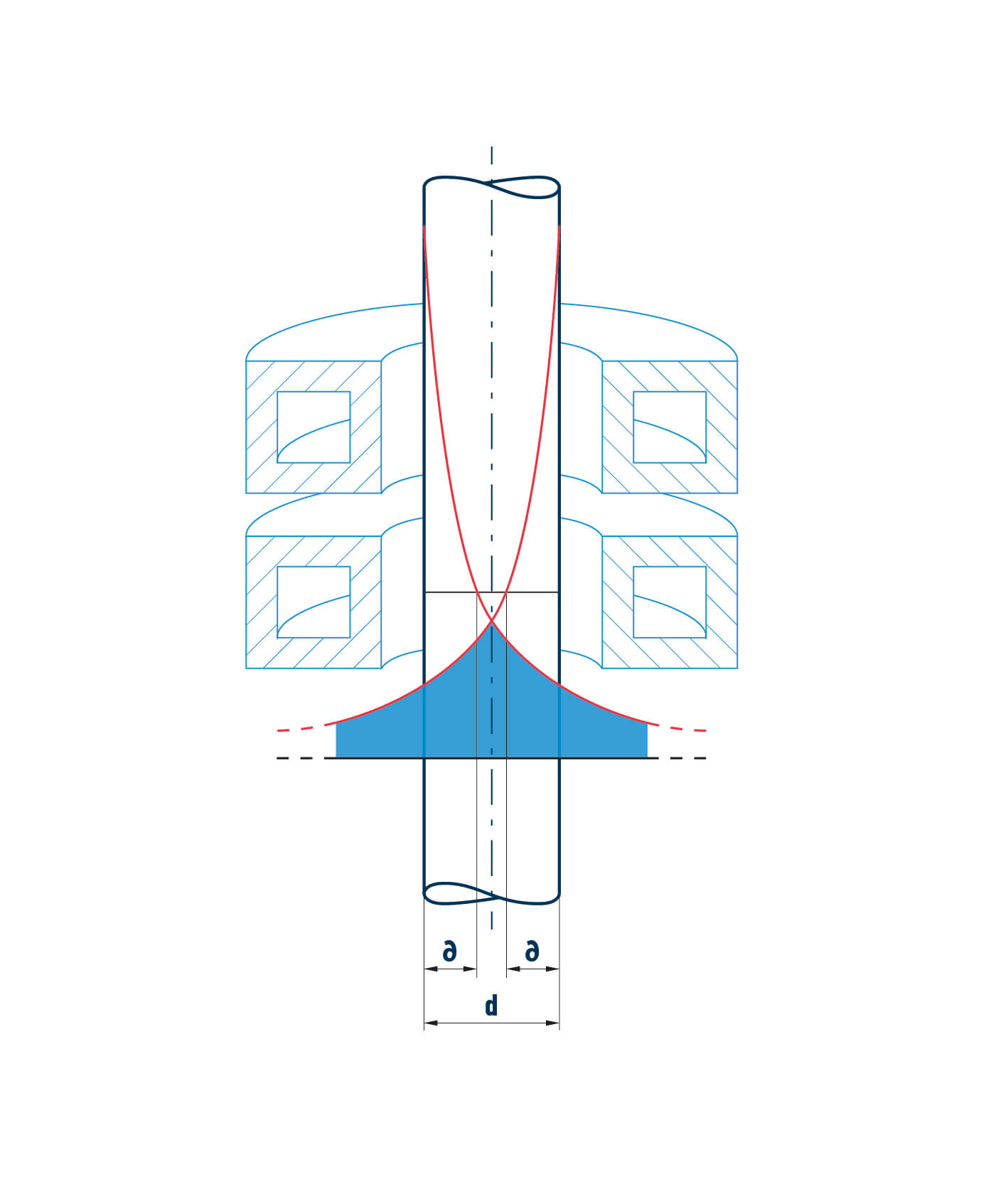
Process, penetration depth and workpiece diameter determine the choice of frequency. Depending on the process, the penetration depth should not be greater than 1/8 of the workpiece diameter.
Heat penetration & inductor efficiency
The heat penetration of the workpiece takes place at constant frequency and constant material parameters.
This can vary despite constant parameters, which is called inductor efficiency.
Heating from the inside – the benefits
The possibility of not supplying the heat from the outside results in clear benefits, especially in the area of energy saving.
- Short heating times: lower energy costs, less CO₂
- Easy reproducibility of the induction processes
- Precise heating: low scrap, hardly any post-processing
- Easy heating: no long waiting times, no loss of time after production interruptions
- Automation of the inductive processes
- Pleasant working conditions: no high temperatures at the workplace
Induction heating is therefore suitable for many different industrial processes. These include hardening, soldering, joining, melting or annealing and many other applications. As soon as a workpiece is made of electrically conductive materials (aluminium, copper, steel/stainless steel, brass, titanium, graphite), it can be heated precisely via an induction coil.