Calentamiento inductivo
Conceptos básicos, fórmulas, ventajas del calentamiento inductivo
Si lleva piezas de trabajo hechas de materiales eléctricamente conductores a un campo magnético durante el calentamiento por inducción, se induce en la pieza de trabajo una corriente eléctrica que fluye en ella y genera calor (del latín «inducere»). Este campo magnético es generado por un inductor.
El calor inductivo se genera en el propio componente y no se suministra desde el exterior. Este proceso se basa en ciertas reglas.

Ley de inducción de Faraday
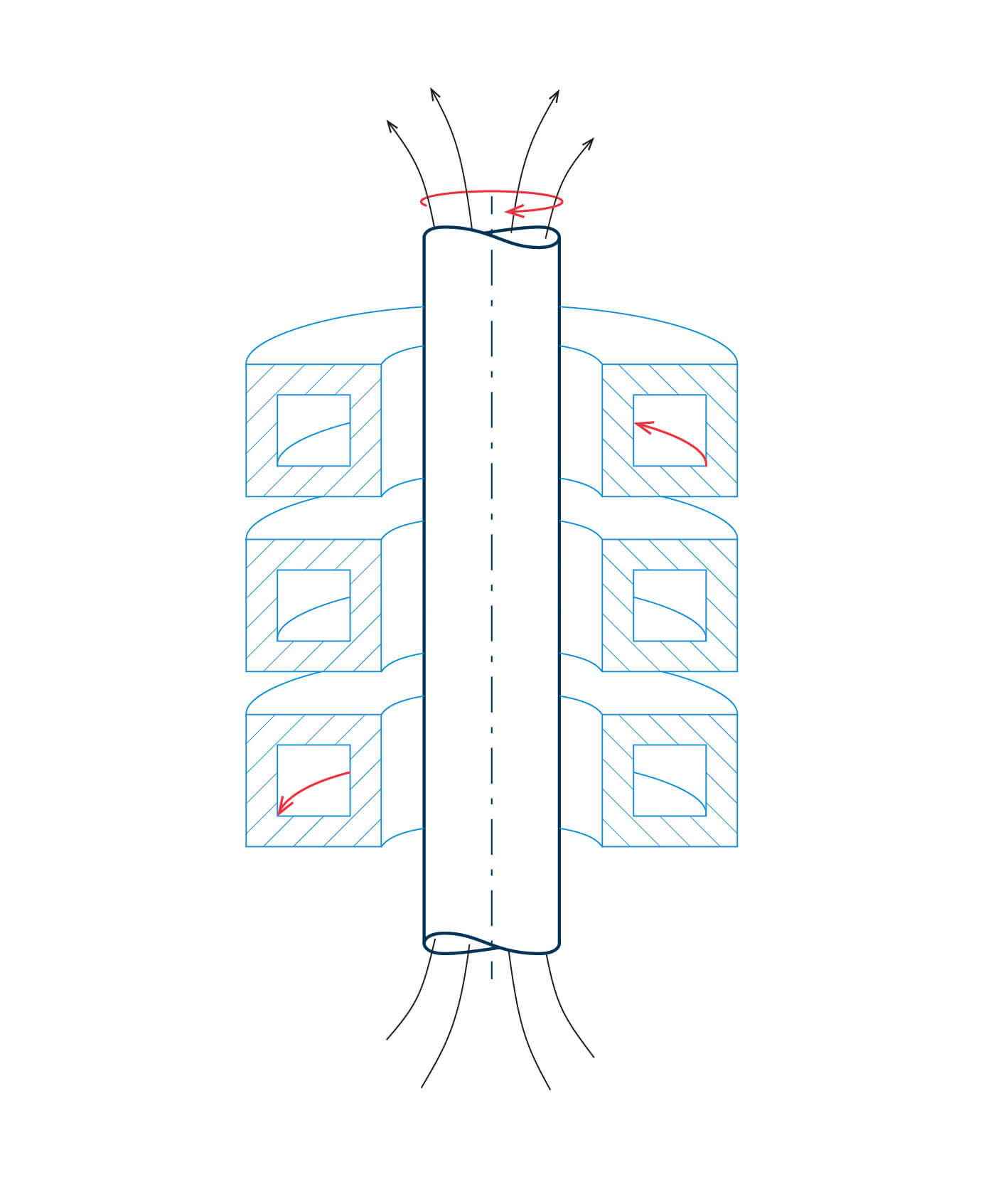
Una bobina de inducción por la que circula una corriente alterna l 1genera un campo magnético (cambiante en su dirección) que se caracteriza por un flujo magnético Φ.
Si se introduce una pieza en este campo magnético, se induce en ella una tensión. La tensión inducida genera un flujo de corriente l ws que se opone al efecto (regla de Lenz).
Efecto pelicular (profundidad de penetración de la corriente)
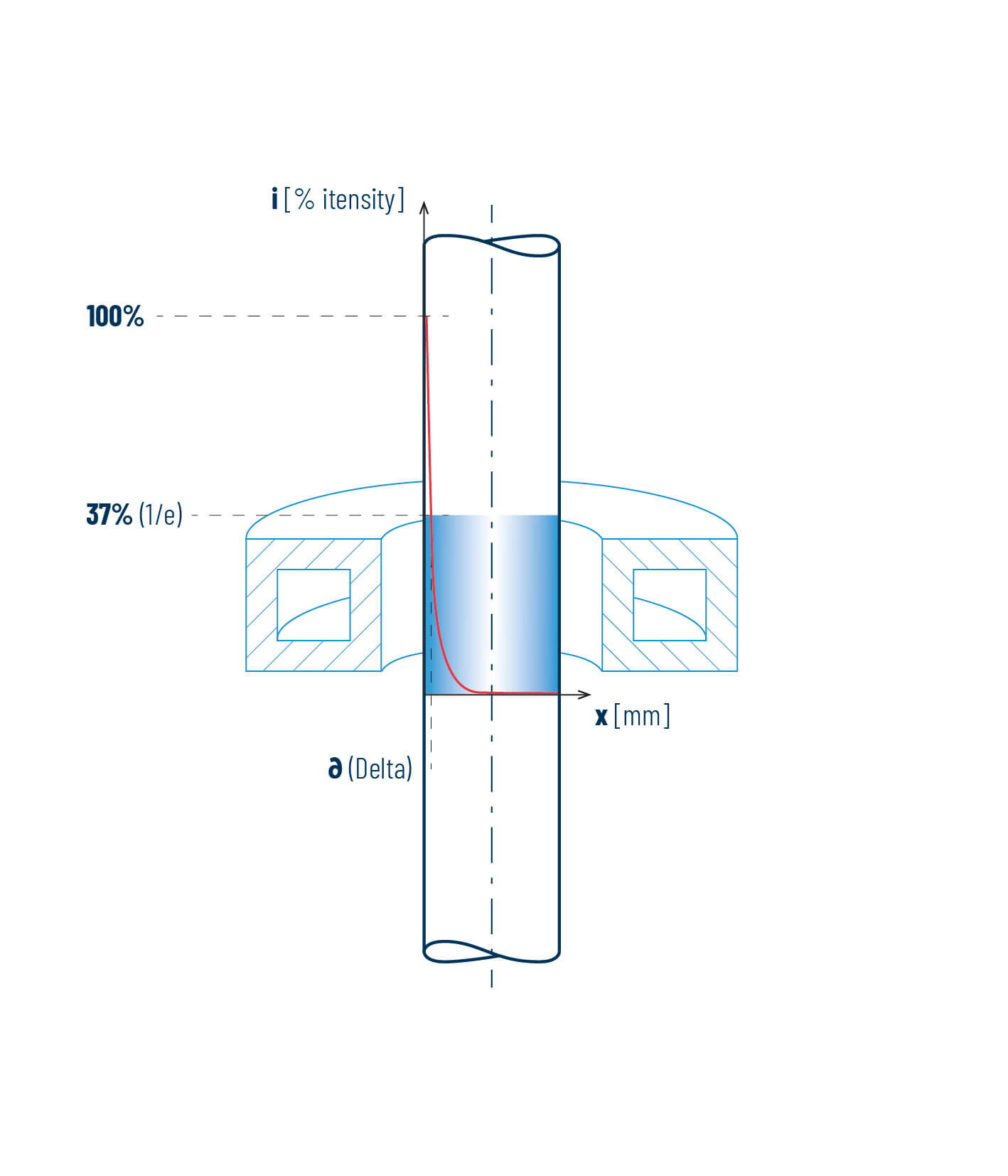
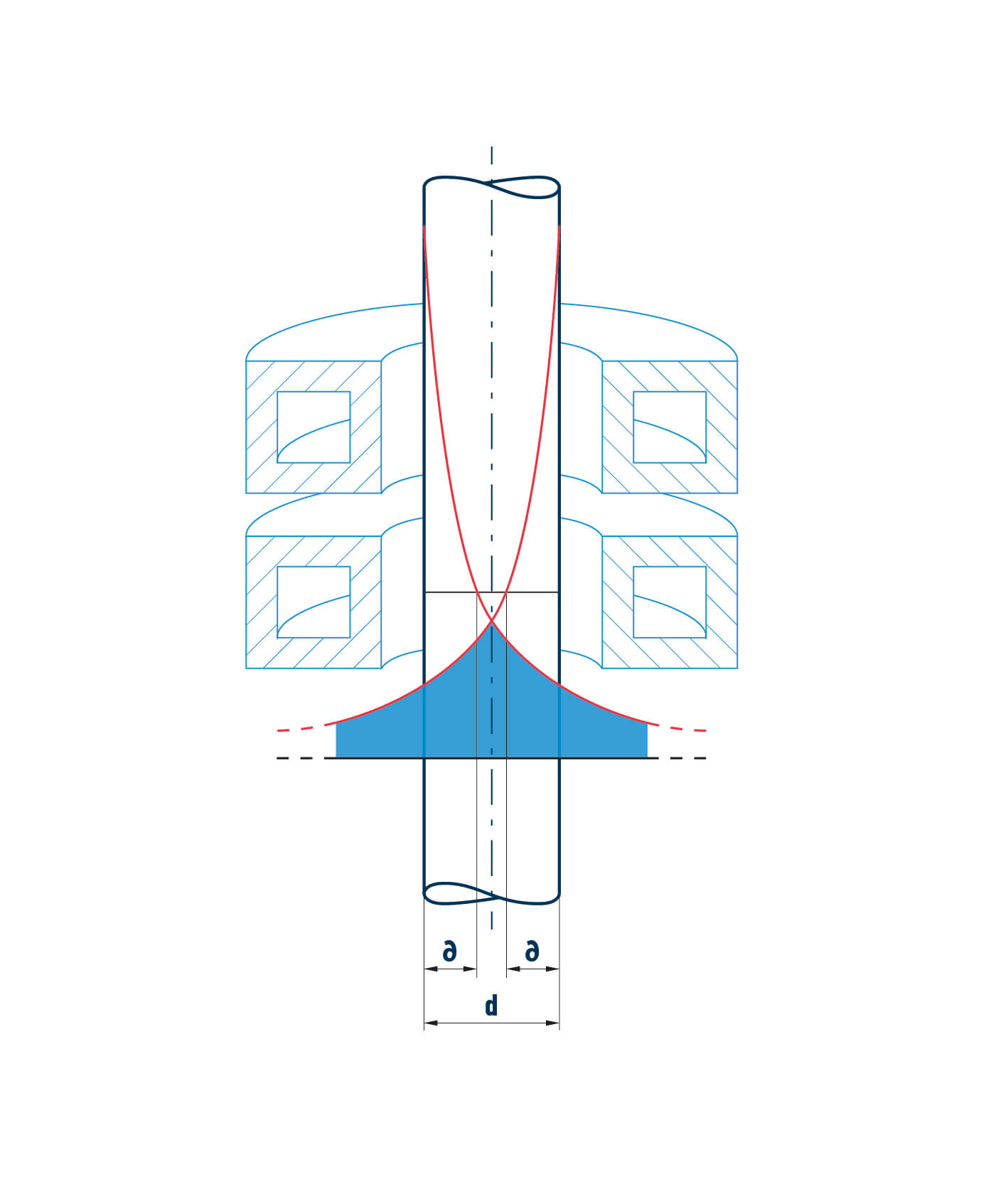
La densidad de corriente disminuye radialmente desde el borde de la pieza de trabajo. Esta disminución se debe a la superposición de las corrientes de Foucault y a las elevadas resistencias resultantes en el interior de la pieza.
Profundidad de penetración δ = la profundidad a la que la densidad de corriente ha descendido a 1 /e (=0,368).
Cuanto mayor sea la frecuencia, más fina será la capa superficial que se atraviesa.
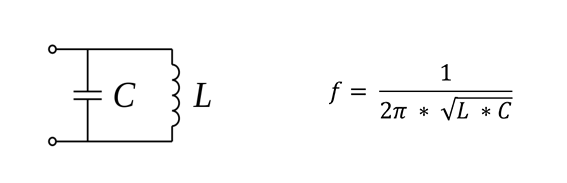
Frecuencia
C = capacitancia = condensador en el circuito externo
L = inductividad = inductor en el circuito externo
Alta frecuencia = baja profundidad de penetración
Baja frecuencia = gran profundidad de penetración
Los rangos de frecuencia son:
- Baja frecuencia 50 Hz a 500 Hz
- Media frecuencia 500 Hz a 50 kHz
- Alta frecuencia 50 kHz a 27 MHz
El proceso, la profundidad de penetración y el diámetro de la pieza determinan la elección de la frecuencia. Según el proceso, la profundidad de penetración no debe ser superior a 1/8 del diámetro de la pieza de trabajo.
Penetración de calor y eficiencia del inductor
La penetración del calor en la pieza de trabajo tiene lugar a una frecuencia y unos parámetros de material constantes.
Esto puede variar a pesar de los parámetros constantes, lo que se denomina eficiencia del inductor.
Calentamiento desde el interior – Ventajas
La posibilidad de no suministrar el calor desde el exterior se traduce en claras ventajas, especialmente en el ámbito del ahorro energético.
- Tiempos de calentamiento cortos: menor coste energético, menos emisiones de CO₂
- Fácil reproducibilidad de los procesos de inducción
- Calentamiento preciso: menos residuos, menos reprocesamientos
- Calentamiento simple: sin largos tiempos de espera, sin pérdidas de tiempo por interrupciones de la producción
- Automatización de los procesos inductivos
- Condiciones de trabajo agradables: sin altas temperaturas en el lugar de trabajo
Por lo tanto, el calentamiento por inducción es adecuado para muchos procesos diferentes en la industria. Entre ellas, el temple, la soldadura, la unión, la fusión o el recocido y muchas otras aplicaciones. En cuanto una pieza de trabajo se compone de materiales conductores de la electricidad (aluminio, cobre, acero/acero inoxidable, bronce, titanio, grafito), puede calentarse al punto exacto mediante una bobina de inducción.