Conductive Materials and their properties
Inductive heating of steel, aluminum & co
Induction in general
Induction heating is a reliable and efficient method for heating a wide variety of materials. In this process, heat is generated by the current induced in the component, on which a wide range of applications, such as heat treatment, brazing or melting, are based.
Depending on the process, parameters such as the choice of frequency or the geometry of the part must be considered, as well as the respective material properties. Of particular importance are the electrical resistivity and the relative magnetic permeability, which have a significant influence on the current penetration depth. In addition to the electromagnetic properties, the thermal material properties such as the specific heat capacity or the thermal conductivity are relevant for the inductive heating process. The different properties of different materials create certain challenges that must be considered for an efficient and reliable process.
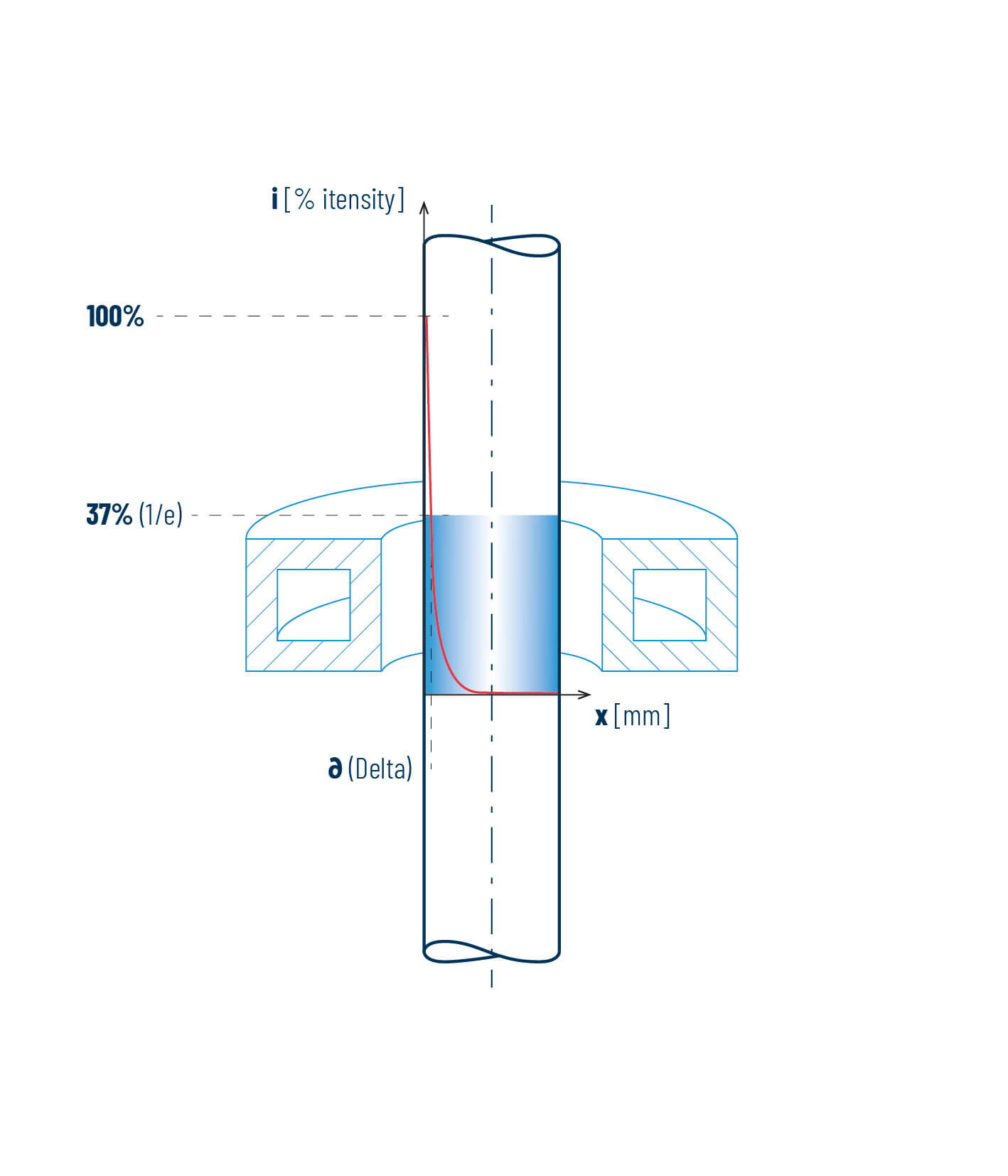
The eddy current density decreases radially from the edge of the component inwards. This is known as the skin effect. The depth at which the current density has decreased to 37% (1/e) of its maximum value is called the current penetration (or reference) depth. The current penetration depth decreases with increasing frequency and magnetic permeability and increases proportionally with electrical resistivity. Magnetic permeability and electrical resistivity change with increasing temperature. Thus, current penetration depth is strongly temperature dependent, especially for ferritic materials.
Although metallic materials are basically considered to be electrically conductive, they can be grouped regarding their electrical resistance. There are low-resistive materials such as copper, magnesium or aluminum and high-resistive materials such as steel, stainless steel, or titanium. Furthermore, metallic materials can be classified into magnetic and non-magnetic. Materials such as aluminum, magnesium, copper, brass, or titanium are considered non-magnetic in practice. Materials such as steels with a ferritic structure are considered magnetic.
Steel
- Magnetic
- High electrical resistivity
- High current penetration depth
- Typical final temperatures: 850–1250 °C
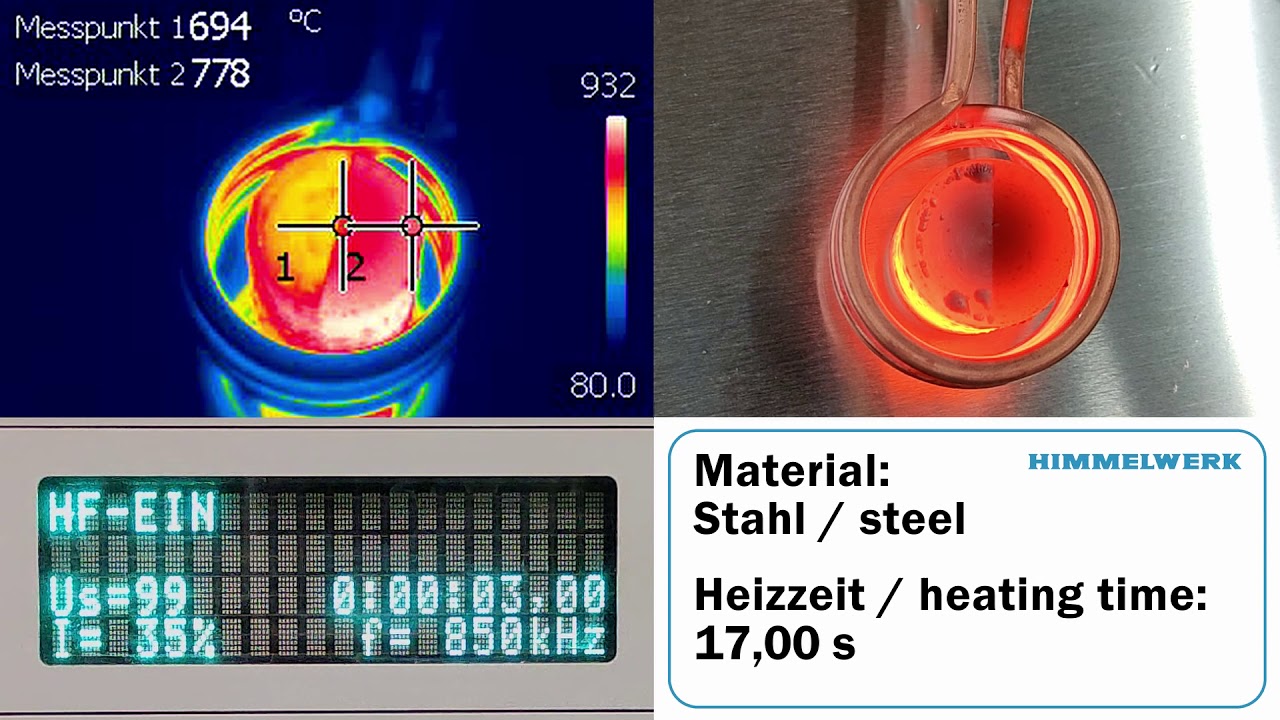
Steel is assigned to the group of materials with a high electrical resistance. The resistance increases with rising temperature and thus significantly changes the current penetration depth. In addition to the resistivity value, the relative permeability must also be considered for ferromagnetic materials. In addition to the eddy current losses, permeability causes additional heating due to frictional losses (so-called hysteresis losses), which result from the reversal of polarity of the elementary magnets. This additional effect has a share in the total heating and, like the electrical resistance, is temperature-dependent: Above a certain temperature, the so-called Curie temperature, ferromagnetic materials lose their magnetism. For example, the current penetration depth for steel at 1200 °C is about 40 times higher than at room temperature.
Due to the above-mentioned properties, the so-called coil efficiency is higher for steels with high electrical resistivity and ferromagnetic properties than for other metallic materials. Thus, steels in general can be inductively heated fast and efficiently. In addition, the specific heat conduction losses are comparatively low. For this reason, depending on the application, lower power densities must be applied than for copper. The low thermal conductivity is an advantage in heat treatments such as surface hardening since temperature differences between the surface layer and the middle of the part are only compensated for slowly.
Typical final temperatures for induction heating of steel components range from 850 °C to 1250 °C. Depending on the application, lower temperature ranges can be used. Drying processes, for example, can already be carried out at temperatures around 100 °C.
Stainless Steel
- Magnetic ferritic stainless steels / non-magnetic martensitic and austenitic stainless steels
- High electrical resistivity
- High current penetration depth
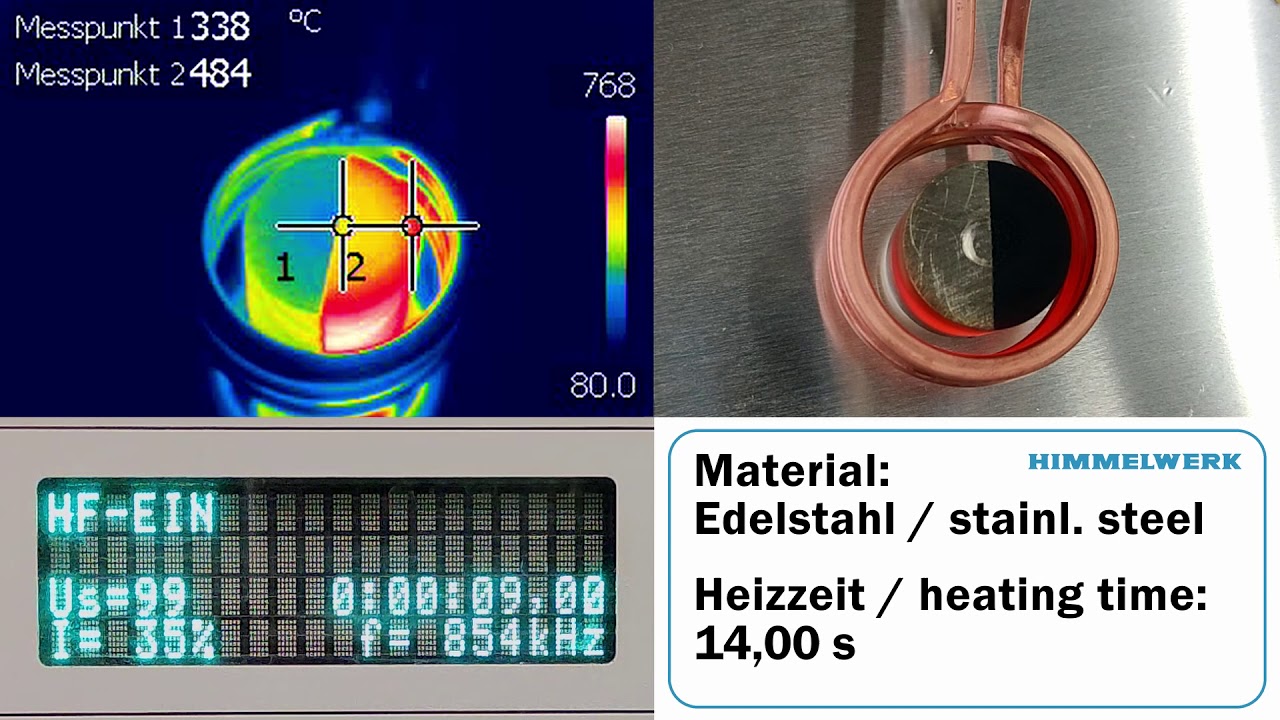
The magnetic properties of stainless steels are related to the microstructure. Ferritic stainless steels exhibit magnetic properties, while martensitic and austenitic stainless steels are considered non-magnetic. The latter generally represent the largest market share of stainless steels. Due to the non-magnetic properties of austenitic stainless steels, as with other non-ferritic materials, no hysteresis losses occur during induction heating, only eddy current losses.
Stainless steels are also assigned to the group of materials with a high electrical resistivity. This generally results in high current penetration depths and rapid heating of the surface layers. The thermal properties depend on the microstructure but are generally similar to those of ferritic steels.
Aluminium
- Non-magnetic
- Low electrical resistivity
- Low current penetration depth
- Typical end temperatures: 450–580 °C
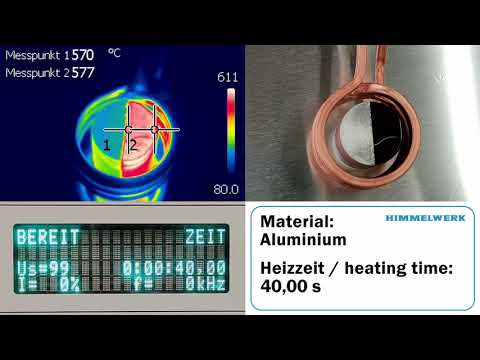
Aluminum alloy parts have low electrical resistivity and are considered non-magnetic due to their paramagnetic properties. This generally results in lower current penetration depths compared to ferritic steels. For this reason, the induced power density in aluminum parts is concentrated closer to the surface than, for example, in structurally identical steel components. This specific property in induction heating of aluminum parts presents a challenge due to the risk of overheating the surface. The high thermal conductivity of aluminum minimizes this effect, as temperature differences in the part can be compensated for more quickly than with steel, for example. Nevertheless, this effect should be considered especially when heating parts with large diameters or wall thicknesses if they are heated close to the melting temperature.
Due to the comparatively high specific heat capacity of aluminum, a higher amount of heat is required to heat a component section from an initial to a final temperature. Typical end temperatures for induction heating of aluminum parts range from 450 °C to 580 °C. Depending on the application, other temperature ranges may be used. Joining processes, for example, can be carried out at temperatures around 160 °C.
Magnesium
- Non-magnetic
- Low current penetration depth
- Low electrical resistivity
Due to their properties, magnesium alloys are increasingly used as lightweight materials, e.g. in automotive production. Magnesium can also be inductively heated as an electrical conductor. Components made from magnesium alloys have low electrical resistivity and are considered non-magnetic due to their paramagnetic properties. This generally results in low current penetration depths.
The high specific heat capacity results in generally low efficiency when induction heating magnesium components. Due to the flammability, various safety aspects must be taken into account when melting magnesium.
Titanium
- Non-magnetic
- High electrical resistivity
- High current penetration depth
- Typical final temperatures: 950–1050 °C
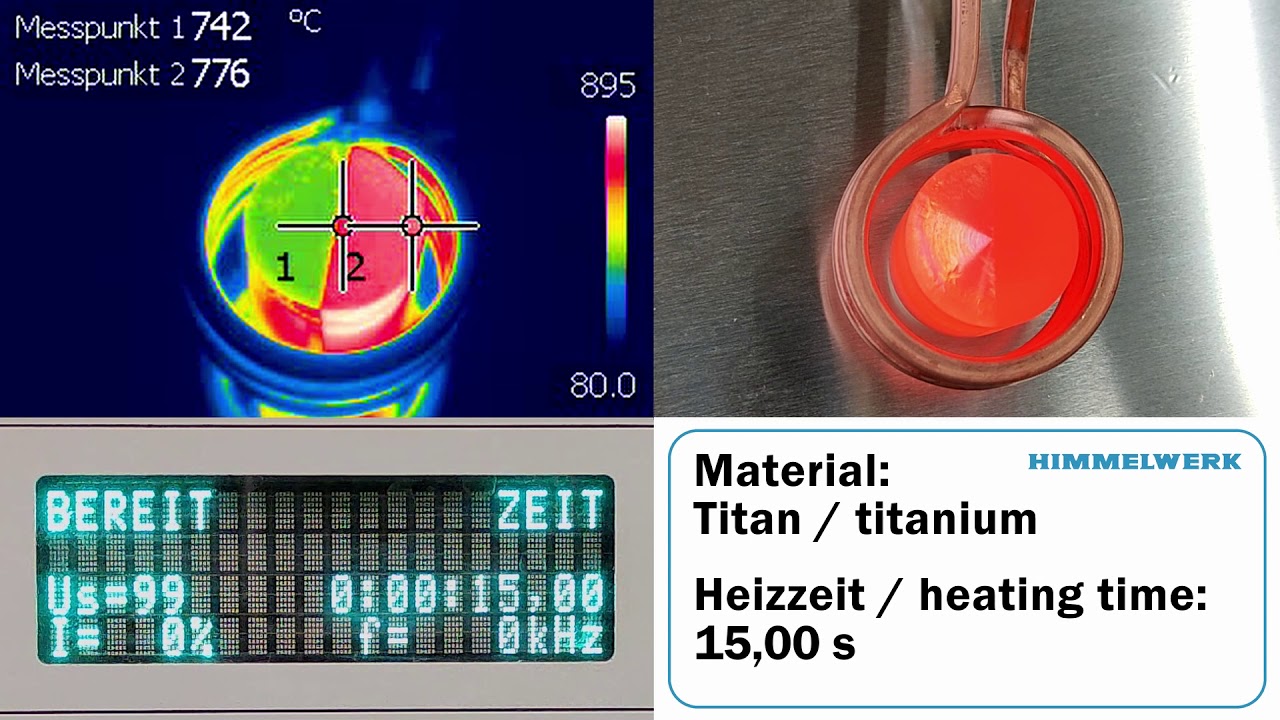
Titanium alloy parts are classified as materials with high electrical resistivity. This generally results in high current penetration depths and rapid heating of the surface layers. Due to its paramagnetic properties, titanium is considered non-magnetic. As with all non-magnetic materials, heating in the component therefore takes place through eddy current losses. Due to the low thermal conductivity of titanium, temperature compensation of the layers is slow compared with copper, for example.
Typical final temperatures for induction heating of titanium components are in the range of 950 °C to 1050 °C. Depending on the application, other temperature ranges may be used.
Copper
- Non-magnetic
- Very low electrical resistivity
- Low current penetration depth
- Typical final temperatures: 750–1050 °C
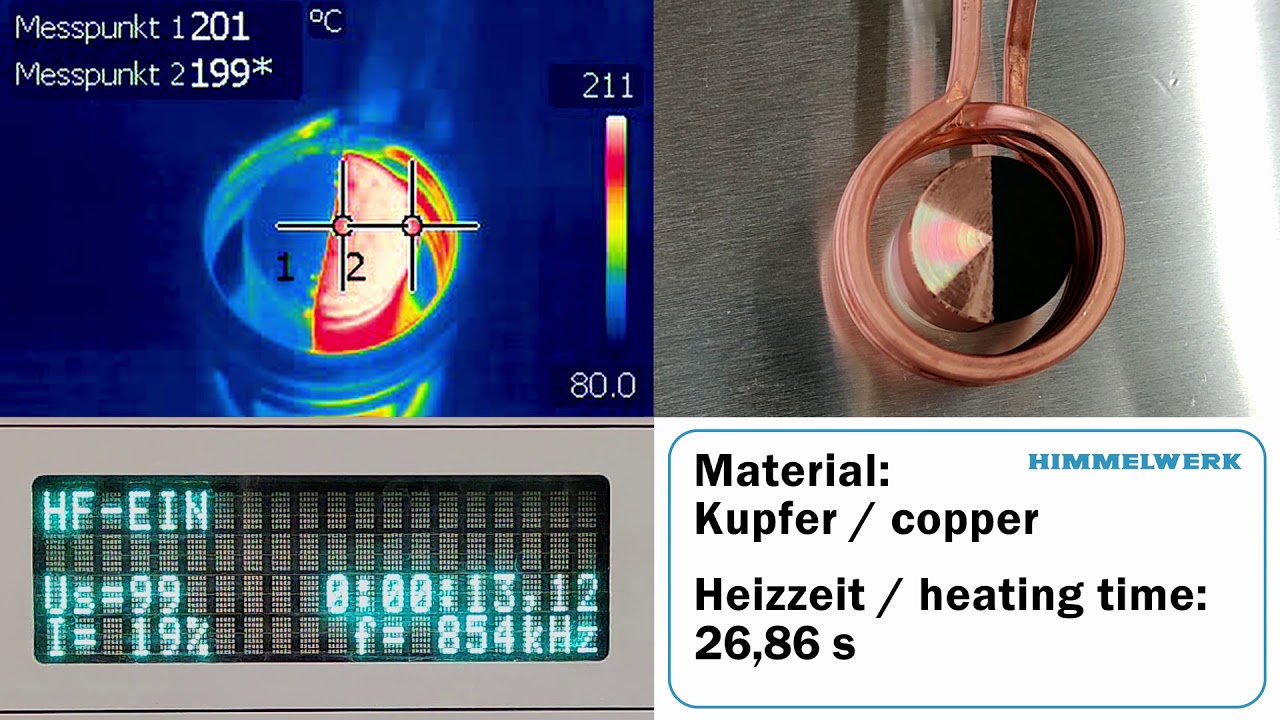
Parts made of copper have a very low electrical resistivity and are considered non-magnetic due to their diamagnetic properties. This results in generally lower current penetration depths compared with ferritic steels as well as a low coil efficiency. The high thermal conductivity of copper leads to rapid temperature compensation between the edge and middle layers of the component. Furthermore, the heat conduction losses of copper can be high. This must be considered when brazing solid copper components that are to be partially brazed. For this reason, the highest possible power density should be applied here in particular to keep brazing times low so that excessive heat losses due to heat dissipation can be avoided.
Typical final temperatures for induction heating of copper parts are in the range of 750 °C to 1050 °C. The application temperatures of soldering copper, for example, are in the range 220 °C to 300 °C.
Brass
- Non-magnetic
- Low electrical resistance
- Low current penetration depth
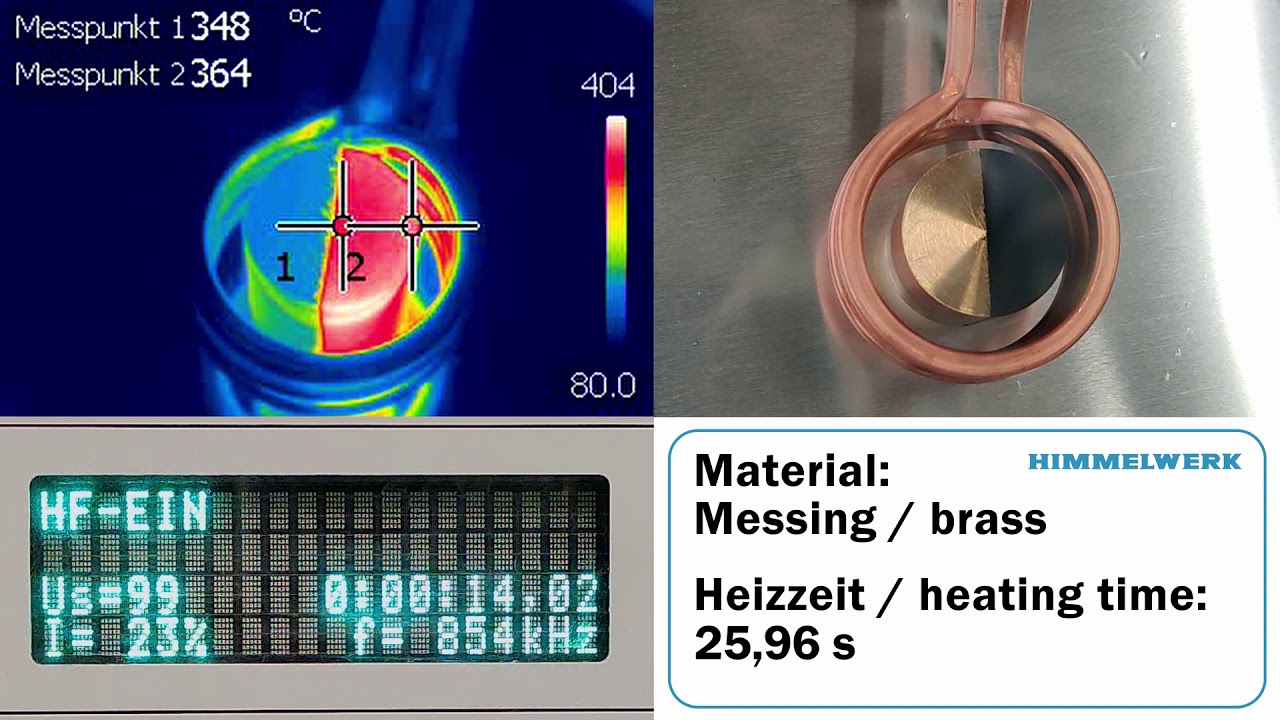
Parts made of brass have a low electrical resistance and are considered non-magnetic. This generally results in lower current penetration depths. The coil efficiency is estimated to be slightly higher than for copper materials. The thermal conductivity is lower than for copper or aluminum, for example, but higher than for steel materials. Consequently, slower temperature compensation of the layers and lower heat conduction losses can be expected.
When melting brass, harmful zinc fumes must be expected at temperatures above 900 °C (so-called metal fume fever). Various safety aspects must therefore be taken into account when heating brass close to the casting temperature.
Graphite
- Very high electrical resistance
- Large current penetration depth
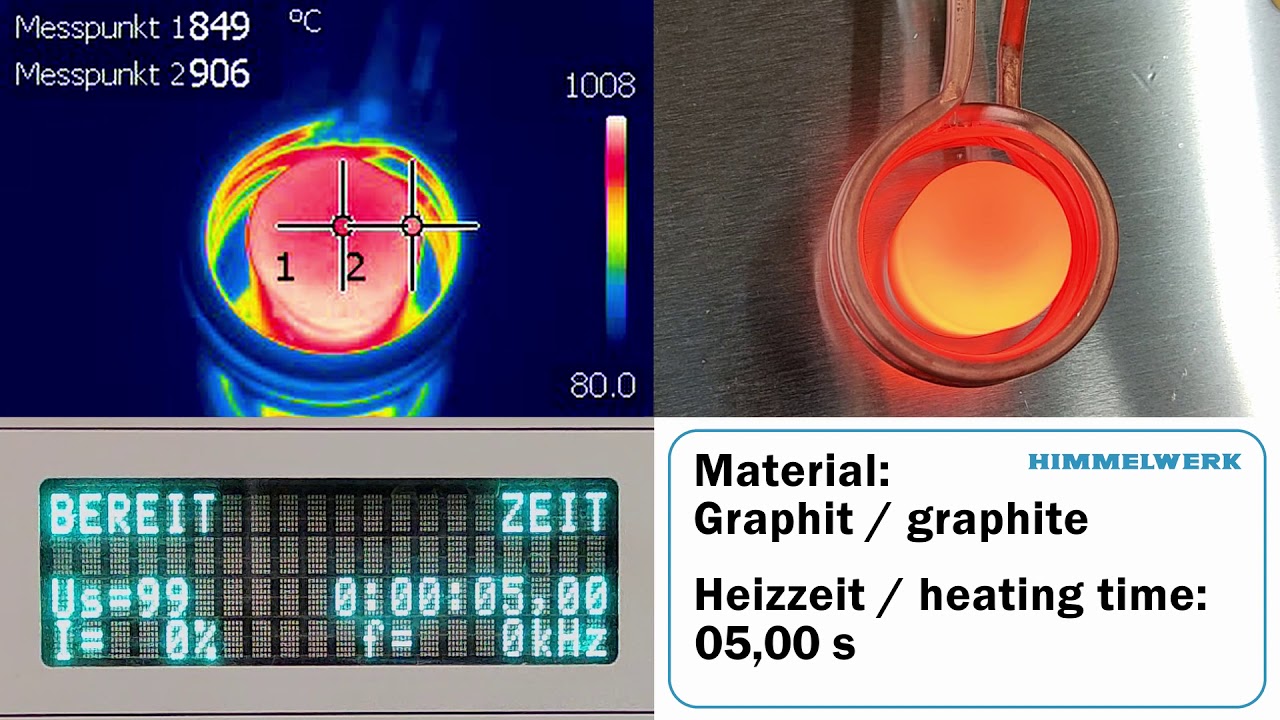
Graphite is used in induction heating, for example, as a crucible or as a so-called susceptor. Due to the very high electrical resistance, there is a large current penetration depth. This results in a very fast induction heating process. The thermal conductivity of graphite can be compared with the properties of brass and thus classified in the range between steel and aluminum.
Plastics and fibre-reinforced plastics
- High electrical resistance
Fibre-reinforced plastics are used in various areas as lightweight construction materials due to their good mechanical properties and low density. Carbon fibres are electrically conductive. They have a high electrical resistance and are therefore suitable for inductive heating. If a thermoplastic matrix is used, it can be heated above the melting point. Thus, carbon fibre-reinforced thermoplastic composites are suitable for induction welding.
Plastics without carbon fibre or particle content are not considered electrically conductive. These can be heated by heat transfer with the use of an electrically conductive susceptor, such as graphite or metallic nets. Furthermore, it is possible to heat inductively via magnetic nanoparticles introduced into a system. For example, adhesives or coatings can be cured or dissolved.
The frequencies used for effective heating of these (very thin) structures are in the high frequency range of 1 to 2 MHz.