Riscaldamento induttivo
Principi, formule, vantaggi del riscaldamento induttivo
Se, durante il riscaldamento a induzione, i pezzi realizzati in materiale conduttore vengono avvicinati a un campo magnetico, nel pezzo si induce una corrente elettrica che scorre al suo interno e genera, così, calore (dal latino inducere). Questo campo magnetico viene generato da un induttore.
Il calore induttivo si genera nel componente stesso e non viene introdotto dall’esterno. Alla base di questo processo ci sono determinate regole.

Legge dell’induzione
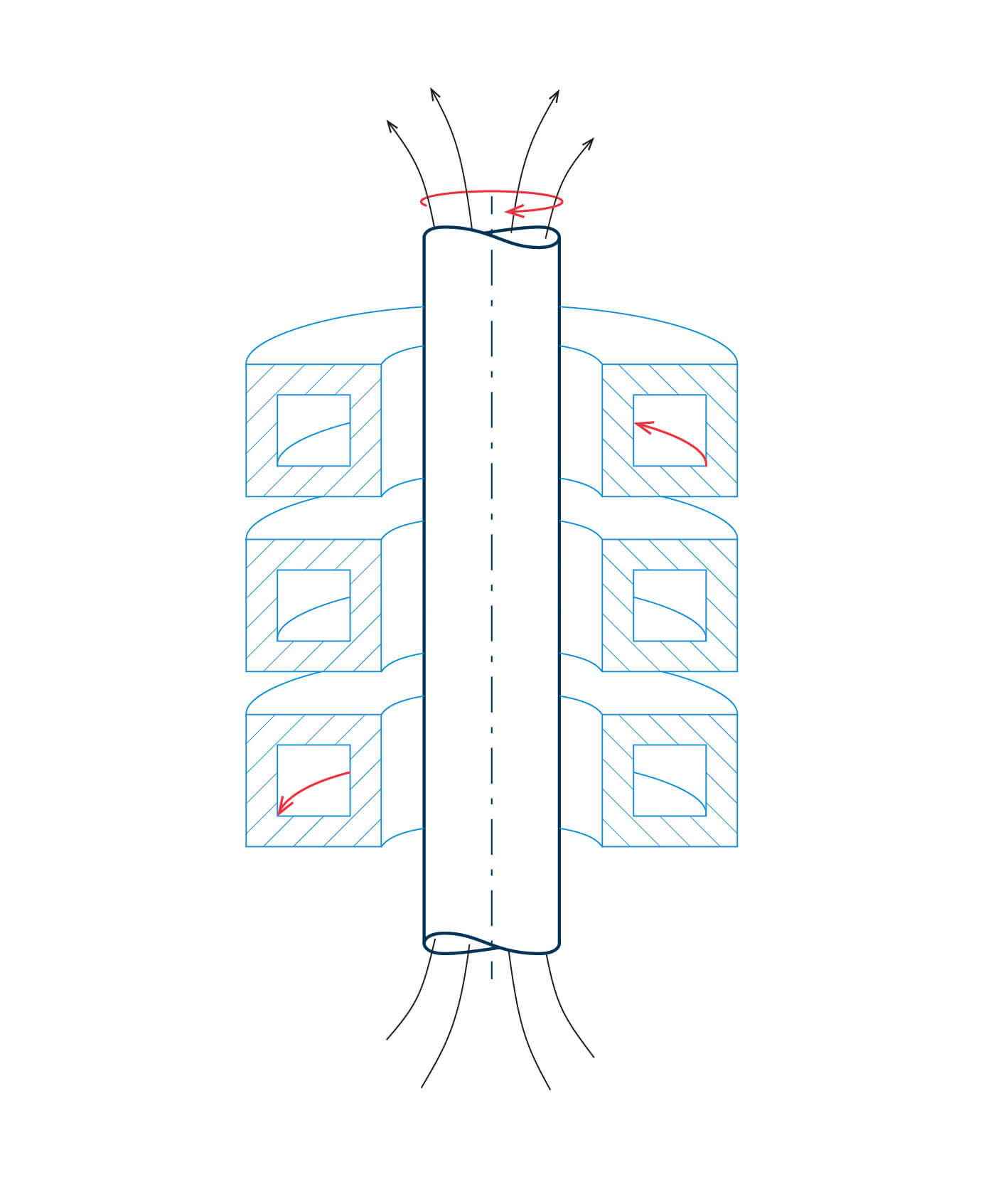
Una bobina a induzione attraversata da una corrente alternata l 1 genera un campo magnetico, a direzione alternata, che è definito da un flusso magnetico Φ.
Se un pezzo viene inserito in questo campo magnetico, si induce una tensione in esso. La tensione indotta genera un flusso di corrente contrario all’effetto l ws (Legge di Lenz).
Effetto skin (profondità di penetrazione della corrente)
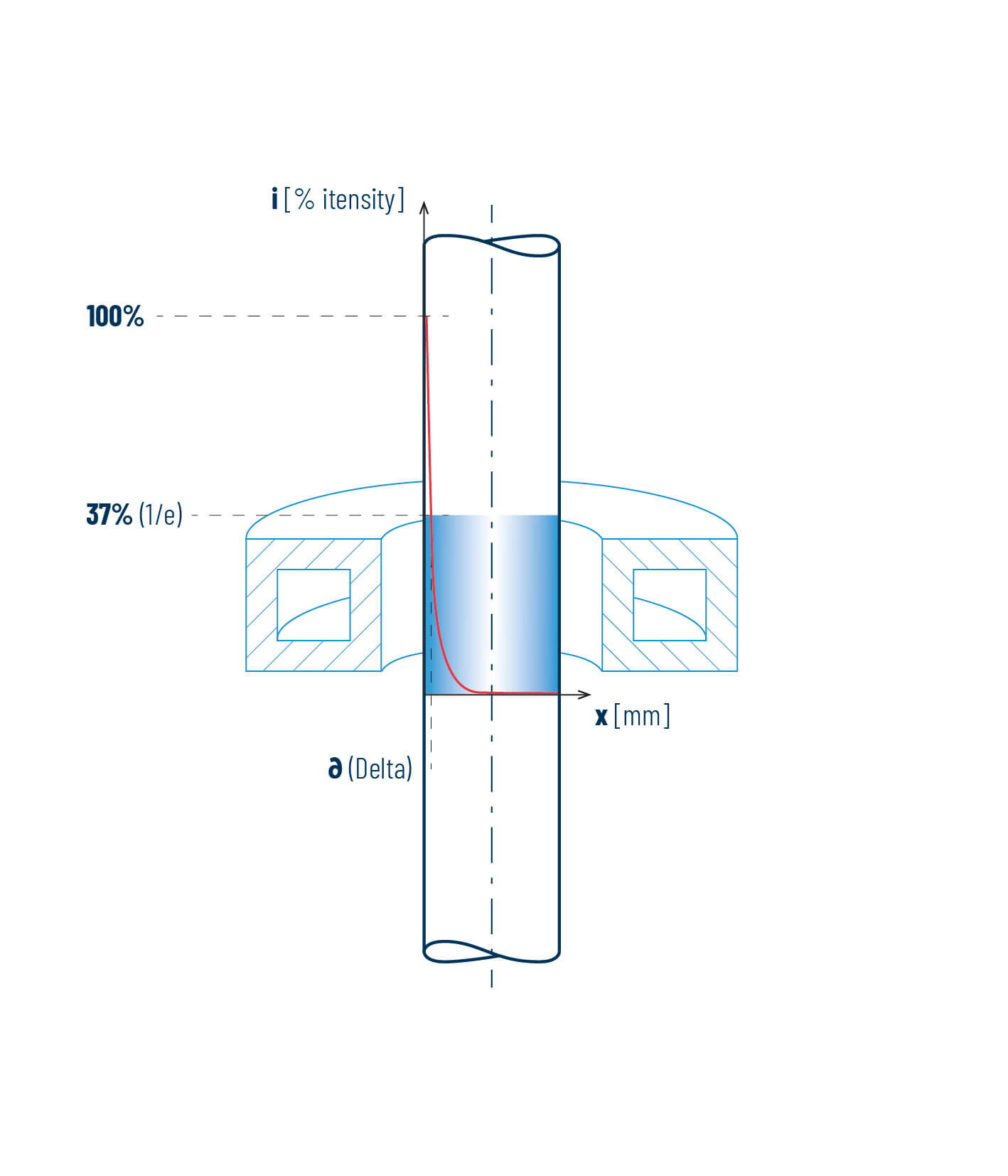
La densità della corrente diminuisce in modo radiale dal bordo del pezzo verso l’interno. Tale riduzione è il risultato di correnti parassite che si sovrappongono e resistenze elevate derivanti all’interno del pezzo.
Profondità di penetrazione δ = la profondità, in cui la densità di corrente è abbassata a 1/e (=0,368).
Maggiore è la frequenza, più sottile sarà lo strato della superficie attraversato.
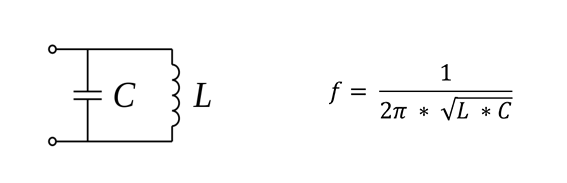
Frequenza
C = Capacità = Condensatore nel circuito esterno
L = Induttività = Induttore nel circuito esterno
Alta frequenza = Ridotta profondità di penetrazione
Bassa frequenza = Elevata profondità di penetrazione
Intervalli di frequenza:
- Bassa frequenza 50 Hz – 500 Hz
- Media frequenza 500 Hz – 50 kHz
- Alta frequenza 50 kHz – 27 MHz
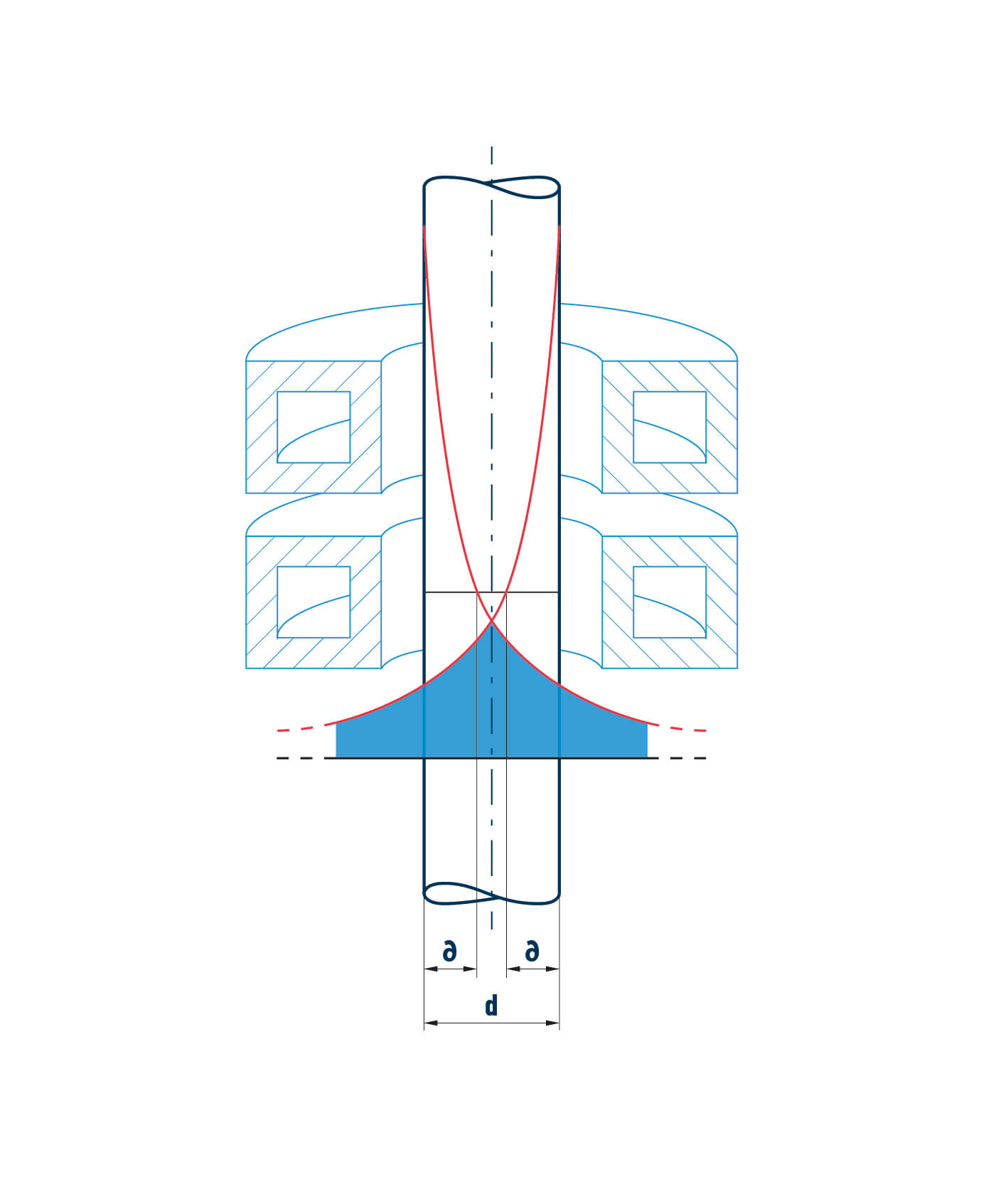
Il processo, la profondità di penetrazione e il diametro del pezzo definiscono la scelta della frequenza. In base al processo, la profondità di penetrazione non deve essere superiore all’1/8 del diametro del pezzo.
Penetrazione del calore e rendimento dell’induttore
La penetrazione del calore del pezzo avviene a frequenza costante e con parametri del materiale costante.
Nonostante i parametri costanti, questa può avvenire in modo differente, ciò che si definisce come rendimento dell’induttore.
Riscaldamento dall’interno – I vantaggi
La possibilità di non alimentare calore dall’esterno fornisce chiari vantaggi proprio nel settore del risparmio energetico.
- Tempi brevi di riscaldamento: meno costi energetici, meno CO₂
- Semplice riproducibilità dei processi di induzione
- Riscaldamento mirato: meno scarto, rilavorazione pressoché assente
- Riscaldamento semplice: assenza di tempi lunghi di attesa, assenza di perdita di tempo in seguito ad interruzioni di produzione
- Capacità di automazione dei processi induttivi
- Condizioni di lavoro piacevoli: temperature miti in postazione
Il riscaldamento a induzione si presta, quindi, a diversi processi industriali. Tra questi troviamo: tempra, saldatura, giunzione, fusione o ricottura e molte altre applicazioni. Non appena è presente un pezzo realizzato in materiale conduttore (alluminio, rame, acciaio/acciaio inox, ottone, titanio, grafite), questo può essere riscaldato in modo ottimizzato da una bobina a induzione.