Inductief verwarmen
Basisprincipes, formules, voordelen van inductief verwarmen
Als bij inductieverwarmen werkstukken van elektrisch geleidende materialen in de buurt van een magnetisch veld worden gebracht, wordt in het werkstuk een elektrische stroom geïnduceerd. Deze stroomt in het werkstuk en genereert warmte (Latijns inducere = inbrengen). Dit magnetische veld wordt opgewekt door een inductiespoel.
De inductieve warmte ontstaat in het onderdeel zelf en wordt niet van buitenaf toegevoerd. Aan dit processen liggen bepaalde regels ten grondslag.

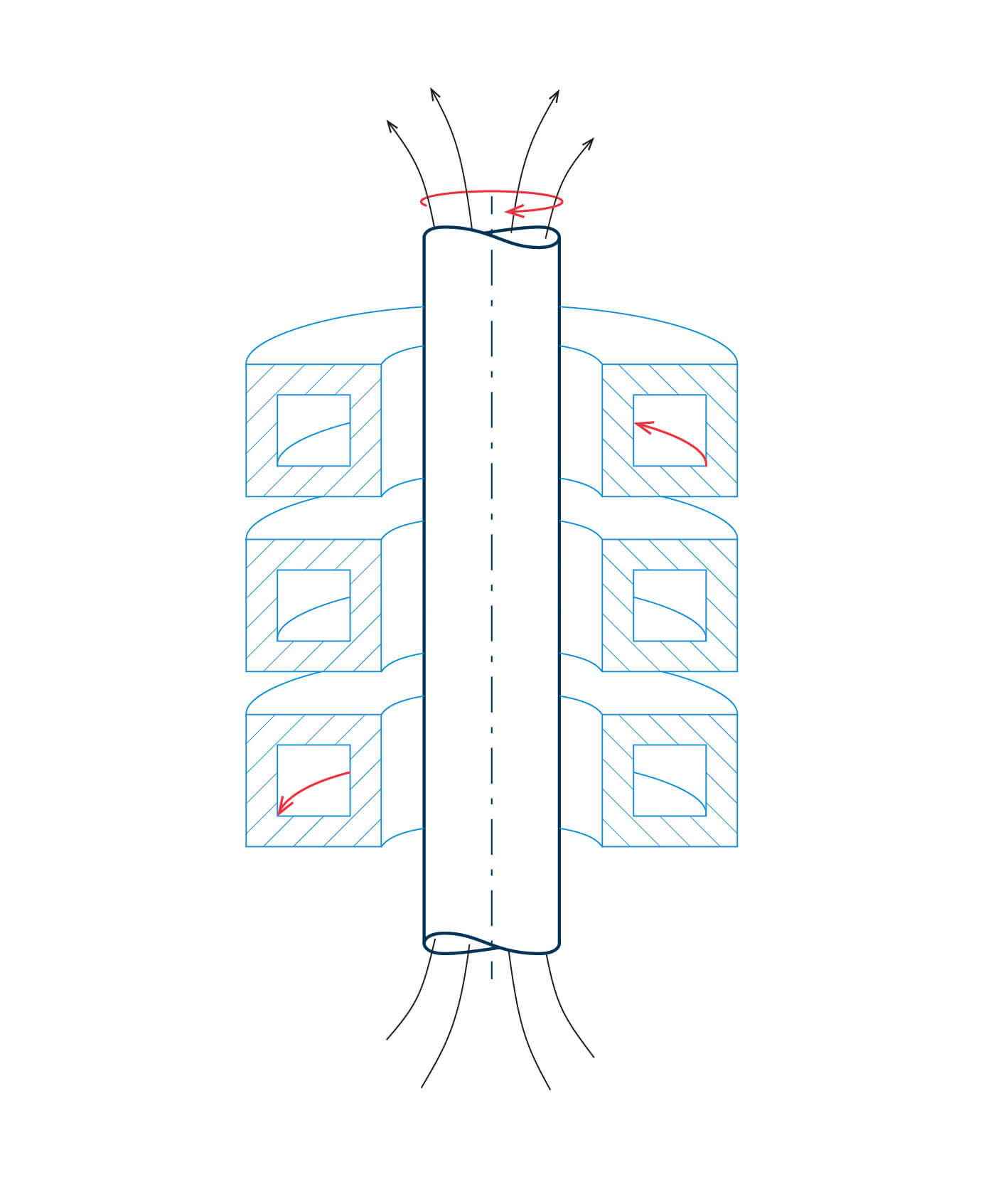
Inductiewet
Een inductiespoel waar wisselstroom l 1doorheen stroomt, genereert een magnetisch veld dat van richting verandert en dat door een magnetische flux Φ wordt gekenmerkt.
Als een werkstuk in dit magnetische veld wordt gebracht, wordt hierin spanning geïnduceerd. De geïnduceerde spanning wekt een stroom l ws op, die qua werking tegengesteld is (Wet van Lenz).
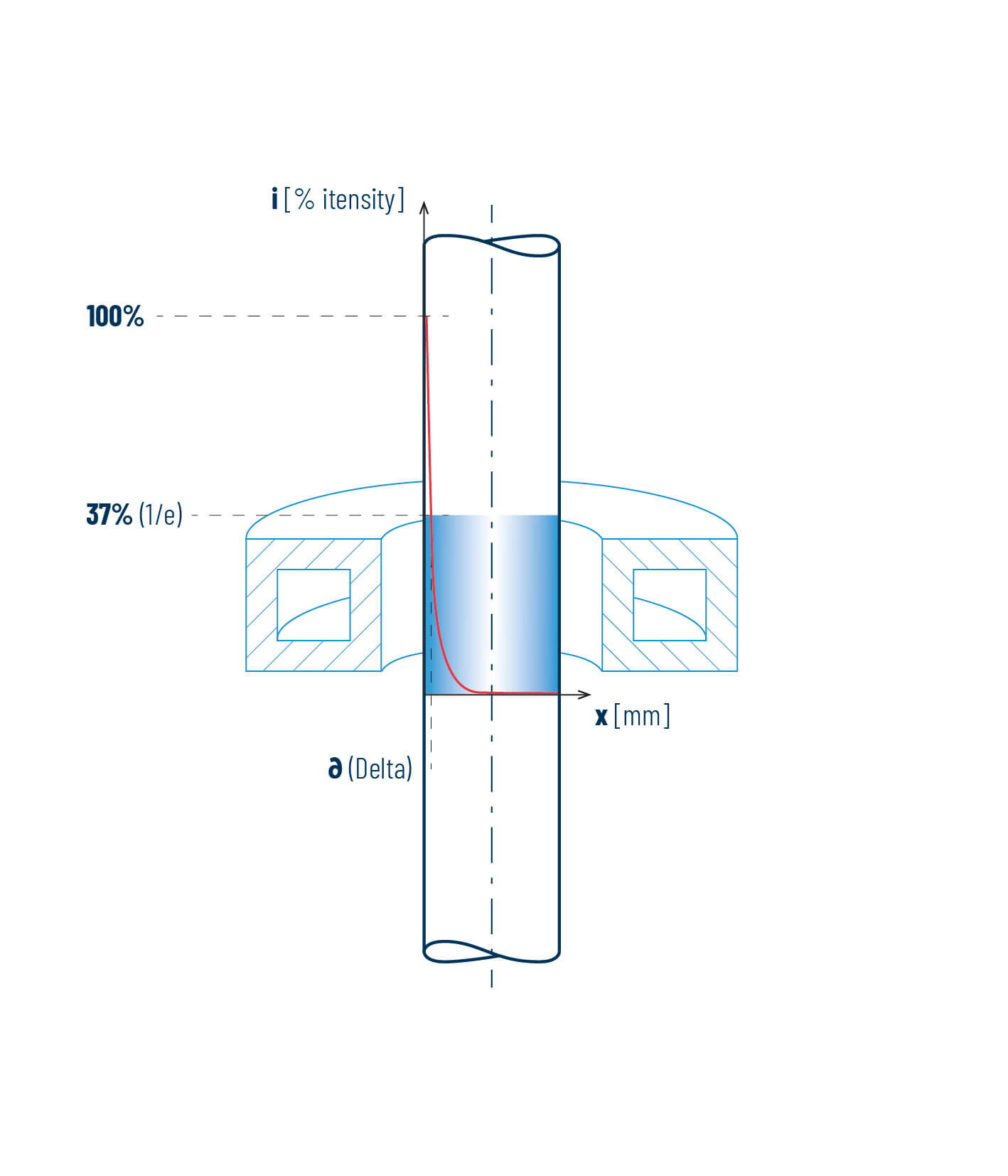
Skineffect (indringdiepte van stroom)
De stroomdichtheid neemt vanaf de rand van het werkstuk naar binnen toe radiaal af. Deze afname resulteert in wisselstromen die elkaar overlappen en daaruit ontstane hoge weerstanden in de kern van het werkstuk.
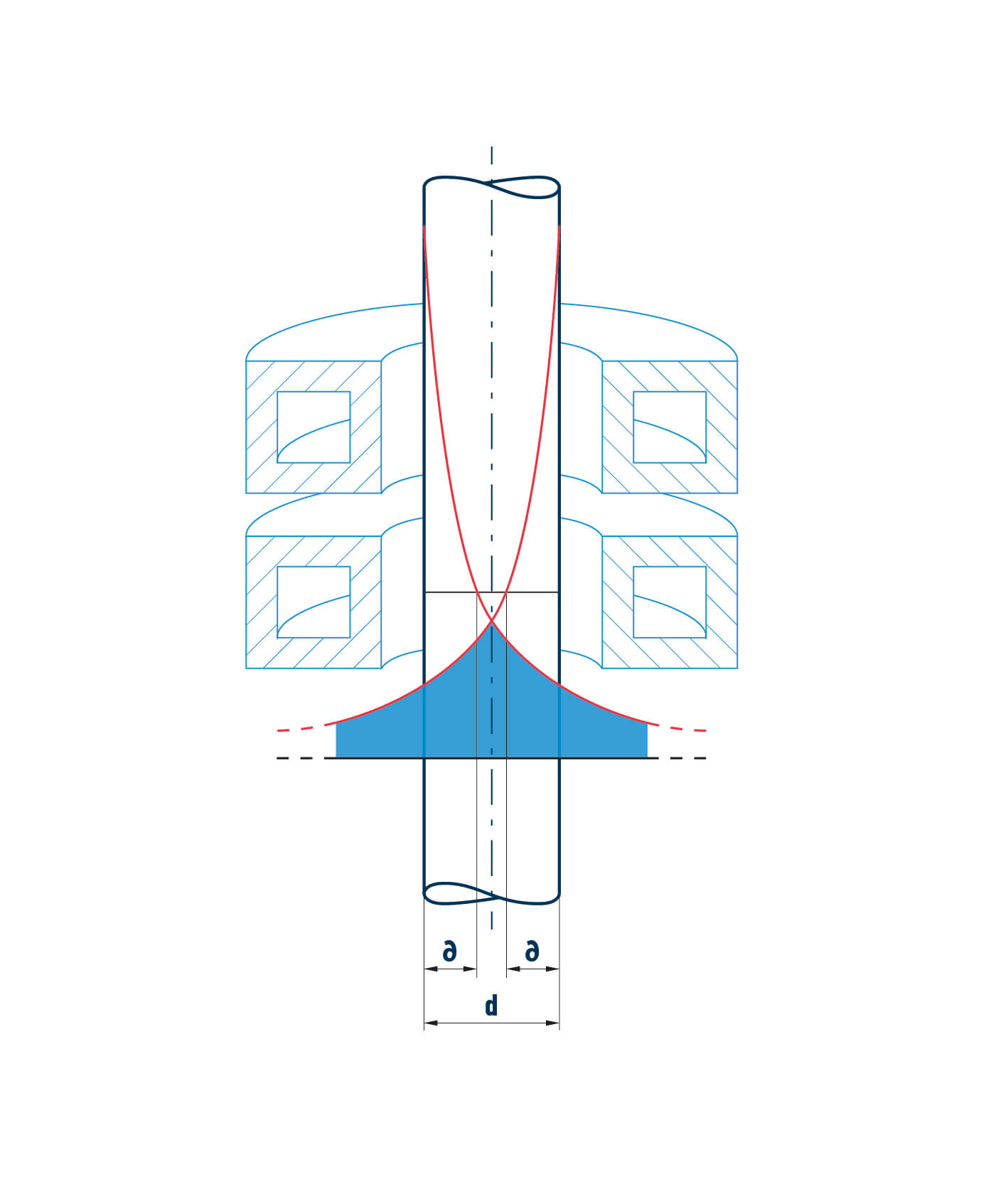
Indringdiepte δ = de diepte, waarbij de stroomdichtheid tot 1 /e (= 0,368) is gedaald.
Hoe hoger de frequentie, des te dunner de doorstroomde oppervlaktelaag.
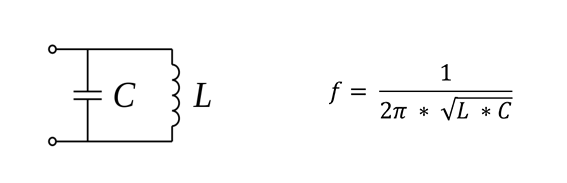
Frequentie
C = capaciteit = condensator in het externe circuit
L = inductiviteit = inductiespoel aan het externe circuit
Hoge frequentie = geringe indringdiepte
Lage frequentie = grote indringdiepte
Frequentiebereiken zijn:
- Lage frequentie 50 Hz tot 500 Hz
- Middenfrequentie 500 Hz tot 50 kHz
- Hoge frequentie 50 kHz tot 27 MHz
Proces, indringdiepte en diameter van het werkstuk bepalen de keuze van de frequentie. De indringdiepte mag, afhankelijk van het proces, niet groter zijn dan 1/8 van de diameter van het werkstuk.
Warmtepenetratie en rendement inductiespoel
De warmtepenetratie van het werkstuk vindt plaats op een constante frequentie en met constante materiaalparameters.
Dit kan ondanks constante parameters verschillend verlopen, wat wel inductierendement wordt genoemd.
Verwarming van binnenuit – de voordelen
Doordat de warmte niet van buitenaf wordt toegevoerd, ontstaan er duidelijke voordelen voor met name de besparing van energie.
- Korte verwarmingstijden: lagere energiekosten, minder CO₂
- Eenvoudige reproduceerbaarheid van de inductieprocessen
- Zeer exacte verwarming: weinig uitschot, amper nabehandeling
- Eenvoudige opwarming: geen lange wachttijden, geen tijdsverlies na productie-onderbrekingen
- Automatiseerbaarheid van inductieve processen
- Aangename arbeidsomstandigheden: geen hoge temperaturen op de werkplek
Inductieverwarmen is dan ook geschikt voor veel verschillende industriële processen. Daaronder vallen harden, solderen, samenvoegen, smelten of gloeien en veel andere toepassingen. Zodra een werkstuk uit elektrisch geleidende materialen (aluminium, koper, staal/roestvrij staal, messing, titanium, grafiet) bestaat, kan het via een inductiespoel zeer exact worden verwarmd.