Nagrzewanie indukcyjne
Podstawy, formuły, zalety nagrzewania indukcyjnego
Kiedy podczas nagrzewania indukcyjnego przedmioty wykonane z materiałów przewodzących prąd elektryczny stykają się z polem magnetycznym, w obrabianym przedmiocie indukuje się prąd elektryczny, który przepływa w nim i wytwarza ciepło (łac. inducere = wprowadzać). To pole magnetyczne wytwarzane jest przez induktor.
Ciepło indukcyjne jest wytwarzane w samym elemencie i nie jest dostarczane z zewnątrz. Proces ten opiera się na pewnych zasadach.

Wczytując film, akceptujesz zasady ochrony prywatności obowiązujące w serwisie YouTube.
Dowiedz się więcej
Prawo indukcji
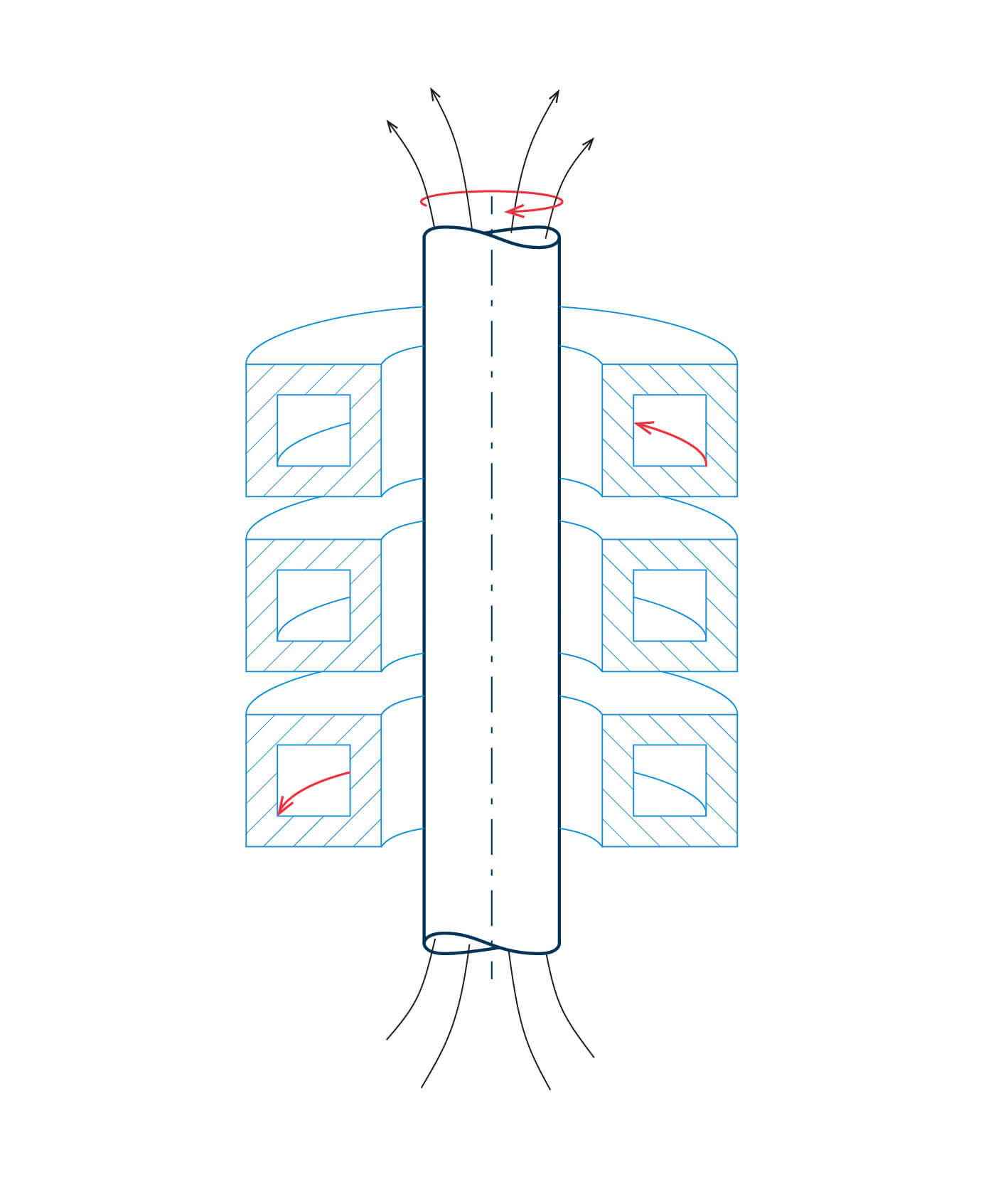
Cewka indukcyjna, przez którą płynie prąd zmienny l 1, wytwarza pole magnetyczne – zmieniające swój kierunek – które charakteryzuje się strumieniem magnetycznym Φ.
Jeśli obrabiany przedmiot zostanie wprowadzony w to pole magnetyczne, indukuje się w nim napięcie. Indukowane napięcie wywołuje przepływ prądu l ws przeciwny do oddziaływania (reguła Lenza).
Efekt Skin (przenikanie prądu)
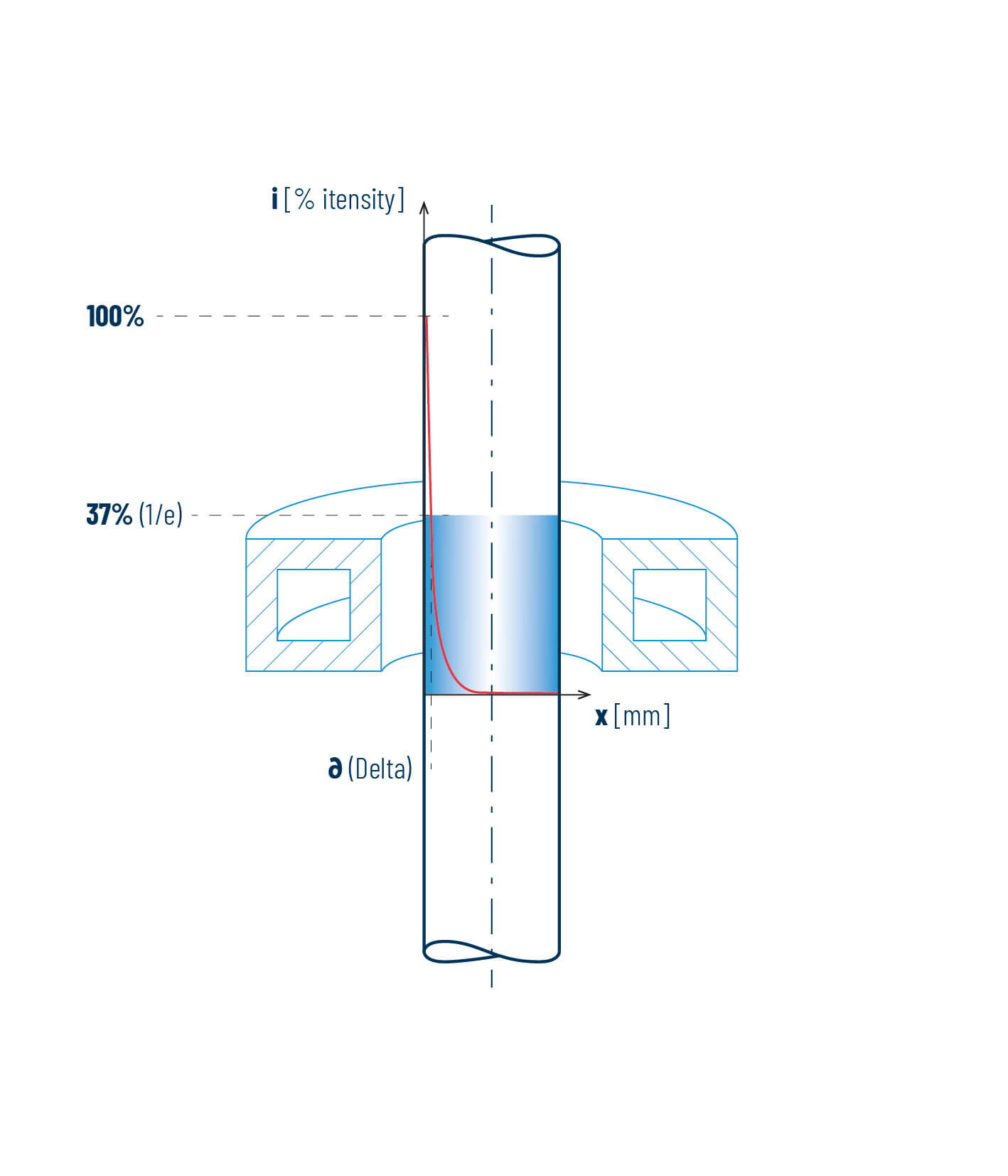
Gęstość prądu maleje promieniowo od krawędzi przedmiotu obrabianego do środka. Spadek ten wynika z nakładania się prądów wirowych i wynikających z tego wysokich rezystancji wewnątrz przedmiotu obrabianego.
Głębokość wnikania δ = głębokość, na której gęstość prądu spadła do 1 /e (=0,368).
Im wyższa częstotliwość, tym cieńsza jest warstwa powierzchniowa, przez którą przepływa prąd.
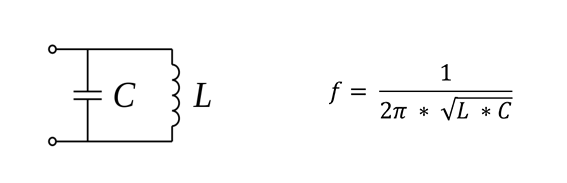
Częstotliwość
C = pojemność = kondensator w obwodzie zewnętrznym
L = indukcyjność = induktor na obwodzie zewnętrznym
Wysoka częstotliwość = mała głębokość wnikania
Niska częstotliwość = duża głębokość wnikania
Zakresy częstotliwości są następujące:
- Niska częstotliwość 50 Hz do 500 Hz
- Średnia częstotliwość 500 Hz do 50 kHz
- Wysoka częstotliwość 50 kHz do 27 MHz
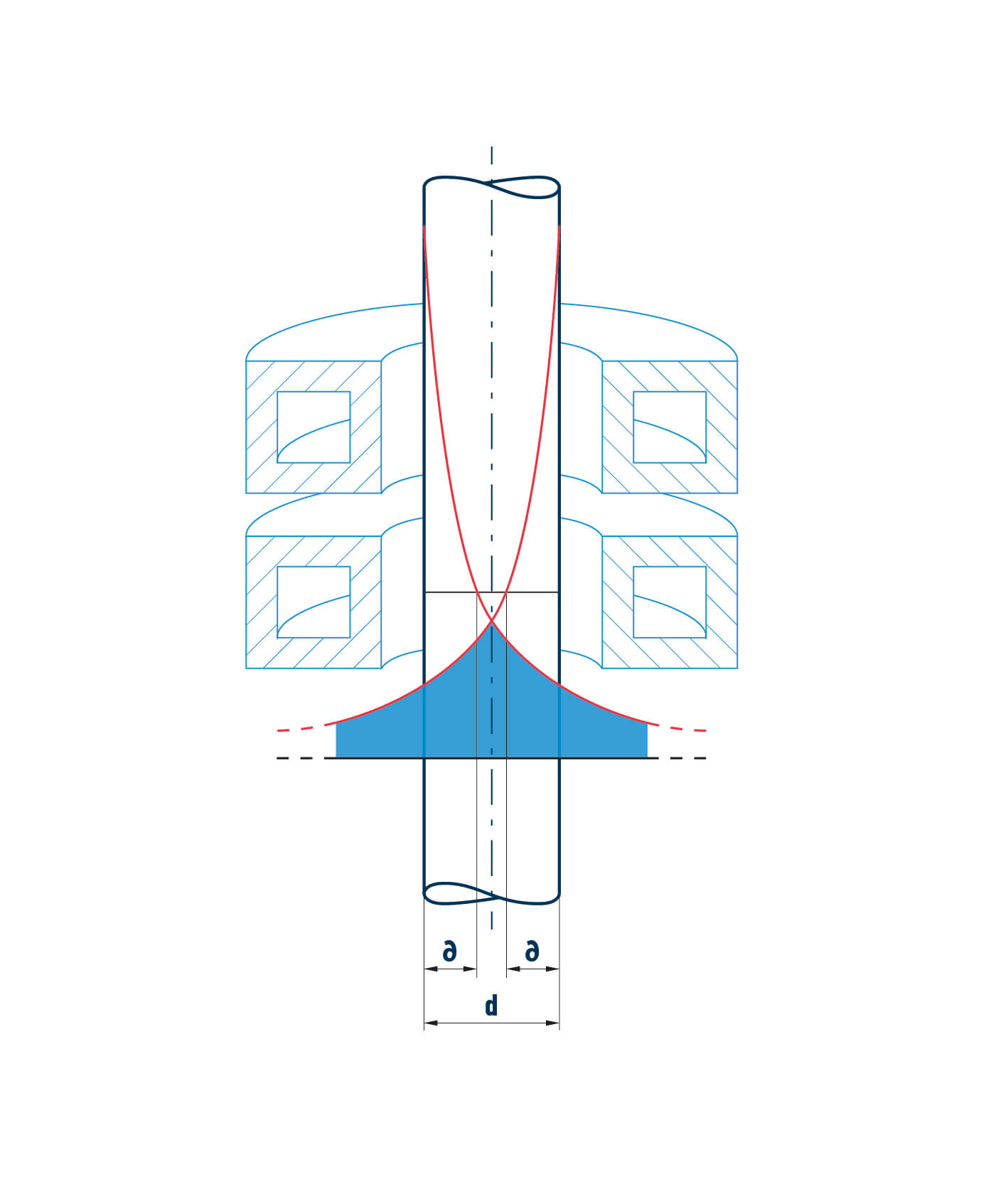
Proces, głębokość wnikania i średnica przedmiotu obrabianego decydują o wyborze częstotliwości. W zależności od procesu, głębokość wnikania nie powinna być większa niż 1/8 średnicy przedmiotu obrabianego.
Przenikanie ciepła i sprawność induktora
Wnikanie ciepła w przedmiot obrabiany odbywa się przy stałej częstotliwości i stałych parametrach materiału.
Może się ona zmieniać pomimo stałych parametrów, co nazywane jest sprawnością induktora.
Ogrzewanie od wewnątrz – zalety
Możliwość rezygnacji z dostarczania ciepła z zewnątrz daje wyraźne korzyści, zwłaszcza w zakresie oszczędności energii.
- Krótki czas nagrzewania: niższe koszty energii, mniejsza emisja CO₂
- Łatwa powtarzalność procesów indukcji
- Precyzyjne nagrzewanie: mniej odpadów, prawie brak obróbki wtórnej
- Łatwe ogrzewanie: bez długiego czasu oczekiwania, bez strat czasu po przerwach w produkcji
- Automatyzacja procesów indukcyjnych
- Przyjemne warunki pracy: brak wysokich temperatur w miejscu pracy
Dlatego grzanie indukcyjne nadaje się do wielu różnych procesów w przemyśle. Należą do nich hartowanie, lutowanie, łączenie, topienie lub wyżarzanie i wiele innych zastosowań. Gdy tylko przedmiot obrabiany jest wykonany z materiałów przewodzących prąd elektryczny (aluminium, miedź, stal / stal nierdzewna, mosiądz, tytan, grafit), można go podgrzać precyzyjnie do danej temperatury za pomocą cewki indukcyjnej.