Joining techniques
Shrinking on
and separating
Joining techniques such as shrinking on or shrinking and separating press fits place special demands on a heating process. This is because if joining partners are heated with the help of a furnace chamber, the technique can only be used for fully heated workpieces.
The use of induction heating for joining and separating, on the other hand, makes it possible to use the manufacturing process for complex workpieces or those with pre-assembled parts.
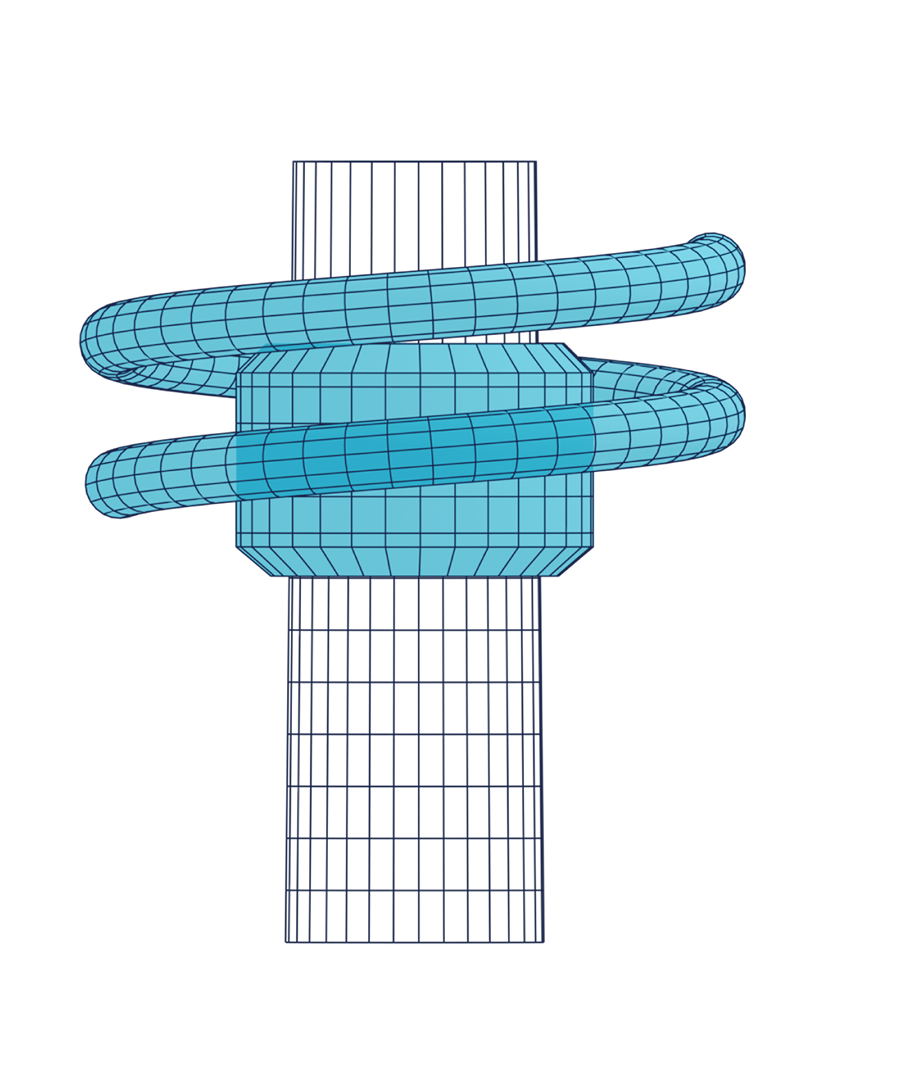
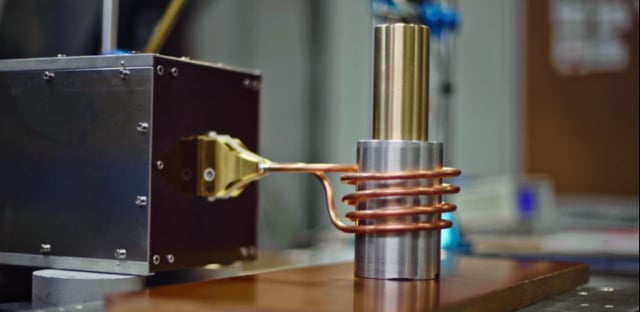
With induction heating, the energy is introduced with precise accuracy. In our laboratory, we develop individual induction coils that uniformly supply heat to complex, spatially inhomogeneous components with uneven material and mass distribution.
Induction heating can be very easily integrated into higher-level plant control systems in joining techniques. If a pyrometer is used, the induction heating system can be operated completely autonomously without the plant control system having to take over the temperature monitoring of the components to be heated. The temperature is precisely controlled and exceeding it is automatically prevented.
This also allows workpieces such as engine housings to be joined where a bearing has already been pre-assembled. Because here, in most cases, a certain maximum temperature must not be exceeded.
Where are joining techniques used?
Induction heating is extremely useful in both conventional electric motor production and for the manufacture of various drive system assemblies, in the electro mobility sector. Short heating times for the workpieces and the ease with which a specific workpiece temperature can be preheated and maintained during downtimes and interruptions make production much more efficient. State-of-the-art technology for growing businesses.
Induction heating has an important role to play in the joining of drive technology, whether it is assembling turbochargers, plain or roller bearings in gearbox housings or a wide variety of gears on shafts or cams on camshafts.
The heating process is performed faster than in chamber-heated furnaces and takes up less surface area and space in production compared to these. The Himmelwerk induction systems can also be easily integrated into automated production lines because of their flexibility of design.
Your process
This is how we implement inductive joining techniques for you
Optimised, sustainable and efficient processes for the production methods of joining, shrinking and cutting require experience and expertise. This is what we bring to the table as a solution provider.

Our service
Other services we offer
Various services related to the development process, financing and maintenance of the induction systems are standard with us.

What happens during the
joining production process?
Shrinking on or joining with the aid of induction heating belongs to the group of so-called friction-locked connections. The frictional force between two surfaces to be joined is so great that mutual displacement does not occur.
The shrinking process is based on the principle of thermal expansion: One joining partner is heated until it has been able to expand to such an extent that joining with the other, non-heated joining partner is possible. After cooling, the warmer component contracts again and the two joining partners are friction-locked.
Similarly, press bonds can also be released again non-destructively (separation) by applying heat to one of the two joining partners in a targeted manner.