Pyrometer-Technik
Überwachung der Temperatur bei induktiver Erwärmung
Die induktive Erwärmung ist eine der effizientesten Methoden, um Werkstücke für das Härten, Fügen und Löten und andere Prozesse kontaktlos zu erhitzen. Die Leistung wird am Hoch- oder Mittelfrequenzumrichter punktgenau eingestellt. Ein individuell angepasster Induktor mit optimiertem Wirkungsgrad erwärmt das Bauteil bzw. spezielle Bauteilbereiche.
Doch wie stellt man sicher, dass die benötigte Temperatur konstant erreicht, aber nicht überschritten wird?
Temperaturgesteuerte Prozessüberwachung und Regelung mit Pyrometern
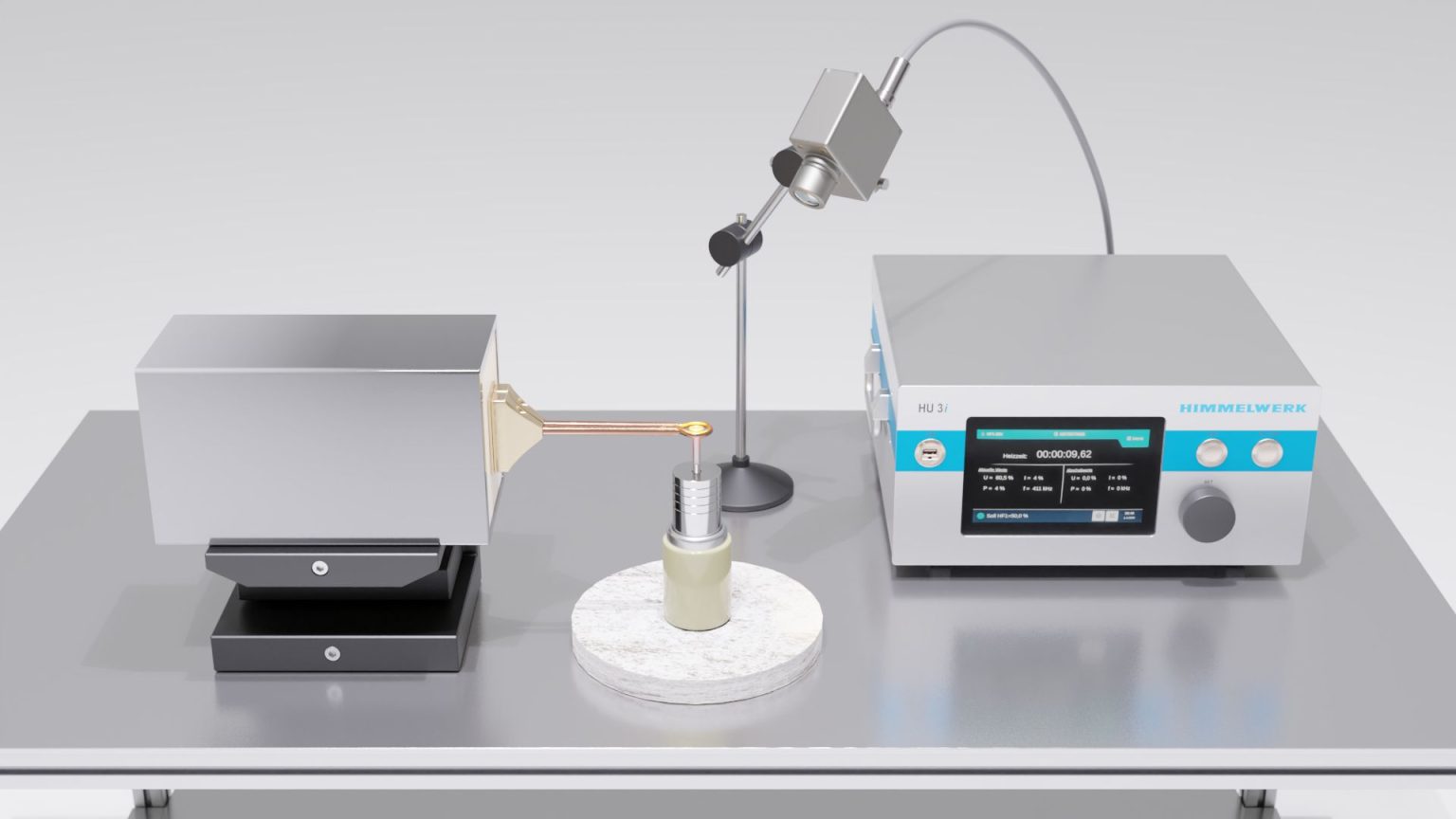
Mit einem Pyrometer wird die Temperatur berührungslos gemessen und durch einen voreingestellten Sollwert geregelt. Dazu wird die gemessene Temperatur bis zu 200 mal pro Sekunde an den Regler übermittelt, dessen Software sie auswertet und die Leistung des Umrichters bei Bedarf sofort nachjustiert.
Ein besonderer Vorteil des Pyrometers ist, dass die induktive Erwärmungsanlage autark betrieben werden kann, ohne dass die Anlagensteuerung die Temperaturüberwachung übernehmen muss. Das macht die Prozessintegration einfacher und kostengünstiger.
Anwendungsgebiete eines Pyrometers
Fügen
Fügetechnik ist mit induktiver Erwärmung hocheffizient. Da die Werkstücke nicht mehr komplett in Konvektionsöfen erwärmt werden, können sie auch gefügt werden, wenn bereits Teile bearbeitet sind.
Dafür muss allerdings genau kontrolliert werdenn, dass die Maximaltemperatur nicht überschritten wird. Induktionsanlagen mit Pyrometer kommen daher unter anderem beim Fügen von Motorengehäusen mit vormontierten Lagern oder bei teilbeschichteten Gehäusebauteilen zum Einsatz.
Löten
Auch Lötaufgaben gelingen mit induktiver Erwärmung schneller und effizienter als mit herkömmlichen Erwärmmethoden.
Hier muss allerdings die richtige Temperatur für eine hochwertige Benetzung genauso garantiert werden wie das Nichtüberschreiten der Maximaltemperatur, um die Materialien rund um die zu lötende Stelle nicht zu beschädigen.
Formen
Beim Umformen und Schmieden von metallischen Bauteilen erfüllt die pyrometrische Temperaturmessung die notwendige Prozessüberwachung, um die gewünschte Zieltemperatur zu kontrollieren. Damit können weitere Prozessschritte freigegeben werden.
Weitere Anwendungen
In fast allen Anwendungsgebieten kann eine pyrometrische Temperaturmessung zur Prozessüberwachung oder temperaturgesteuerten Regelung eingesetzt werden. Bei vielen Anwendungen in der Forschung und Industrie ist die genaue Überwachung der Temperatur sogar ein Muss. Mit einem Pyrometer wird sie automatisiert und einfacher, weil sie berührungslos geschehen kann.
Physikalische Grundlagen der Pyrometer-Technik
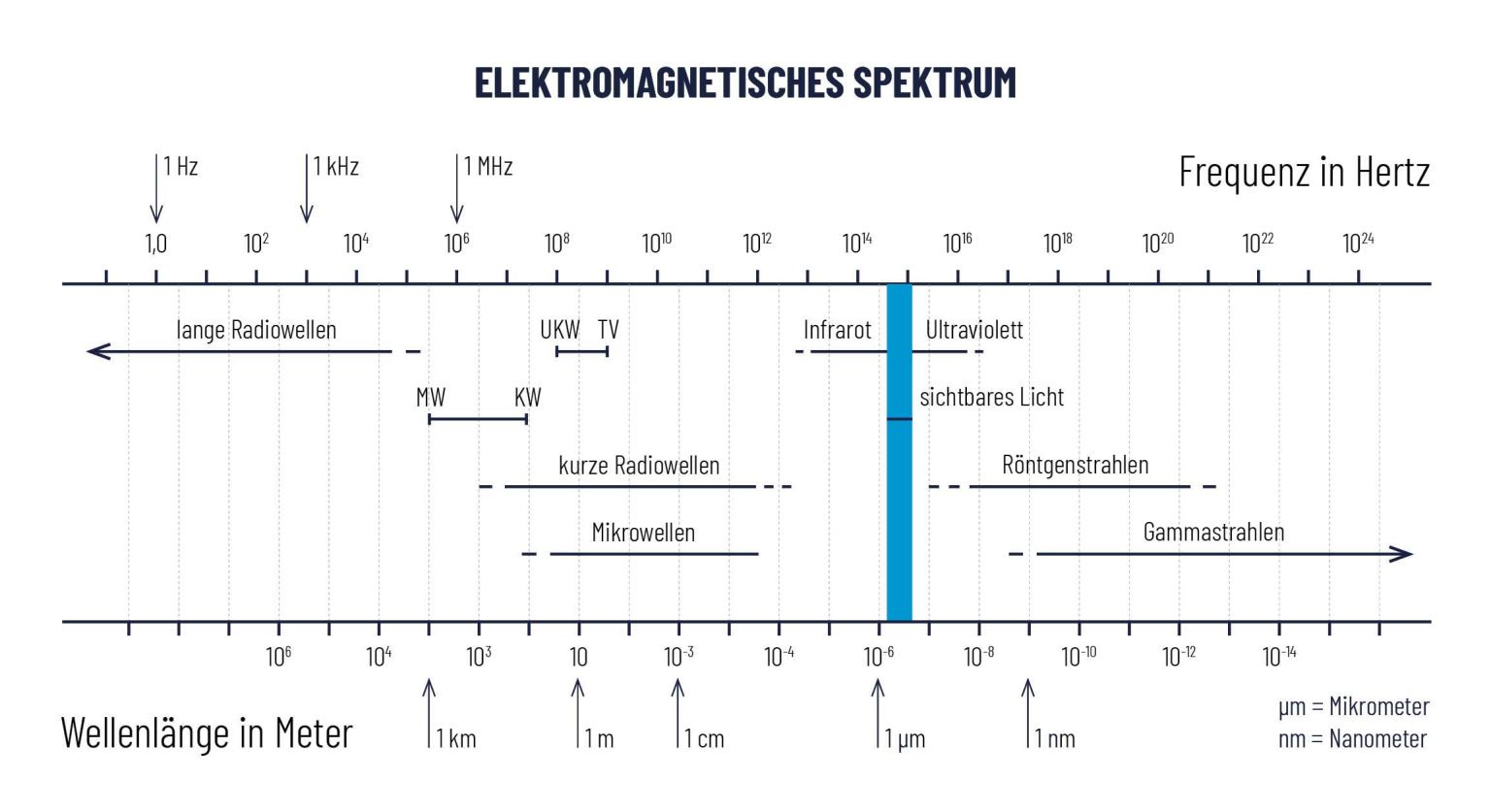
Bei der Pyrometer-Temperaturmessung macht man sich die einfache Tatsache zunutze, dass jeder Körper eine Wärmestrahlung (Infrarotstrahlung) abstrahlt. Diese Wärmestrahlung wird vom Pyrometer detektiert und digitalisiert als Temperaturwert ausgegeben.
Die physikalischen Grundlagen basieren dabei auf dem elektromagnetischen Spektrum der Infrarotstrahlung für metallische Werkstoffe bei Induktionserwärmungsaufgaben. Hier kommen erfahrungsgemäß die Spektralbanden von Pyrometern von circa 0,5 bis 2,8µm zum Einsatz, denn metallische Werkstoffe besitzen bei kurzen Wellenlängen im nahem Infrarotbereich einen höheren Emissionsgradwert.
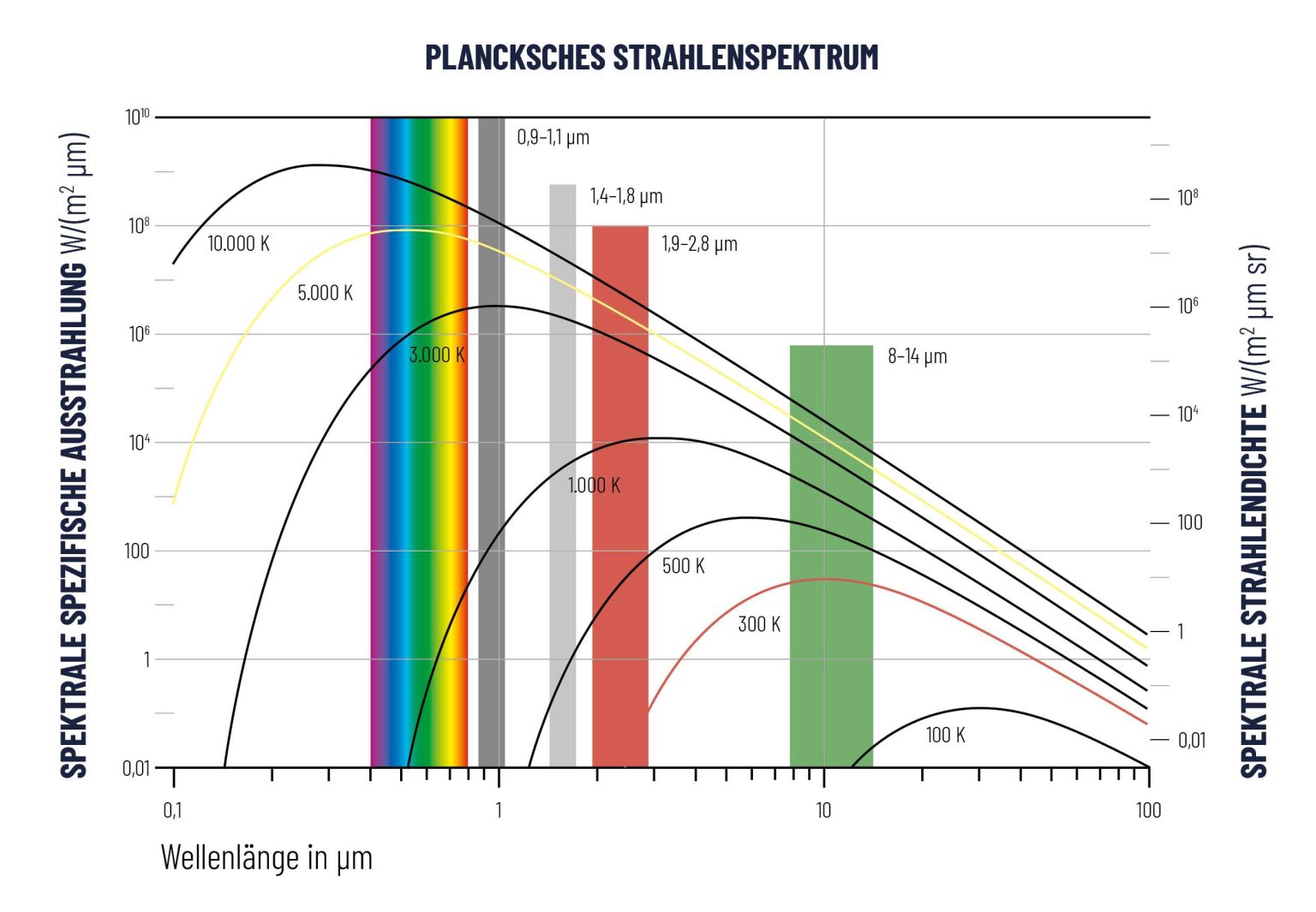
Das Wiensche Verschiebungsgesetz beschreibt hingegen die Strahlungsintensitäten und Temperaturabhängigkeiten. Je größer die gemessene Temperatur, umso kurzwelliger ist die Wahl der Spektralbande des Pyrometers.
Das Strahlungsgesetz nach Kirchhoff sagt aus, dass Körper, die gut absorbieren, auch gut abstrahlen. Des weiteren beschreibt es, dass die Strahlungseigenschaften eines Objektes ebenfalls von Reflexion, Absorption und Transmission des Materials bestimmt sind. Bei Metallen ist der Transmissionswert üblicherweise mit Null zu beaufschlagen, da hier meistens im festen Aggregatzustand gemessen wird. Reflexion und Absorption ändern sich hier dann jeweils gegenläufig, abhängig von Farbe und Glätte der Oberfläche.
Die Anwendung des Strahlungsgesetzes von Planck ist ein wesentliches Kennzeichen für die berührungslose Temperaturmessung. Es beschreibt die Strahlungsleistung eines schwarzen Strahlers als Funktion von Temperatur und Wellenlänge. Der Schwarzstrahler nach Planck wird im heutigen Qualitätsstandard als Referenzquelle für die Kalibrierung von Pyrometern eingesetzt und erfüllt somit höchste Ansprüche der Zertifizierung von Pyrometern für Forschung und Industrie.
In der Praxis spielt der sogenannte Emissionsgradwert eine tragende Rolle. Bei der Bestimmung der wahren Temperatur und des Emissionsgrades wird mit einem Referenzmessgerät zur Temperaturbestimmung eine Vergleichsmessung idealerweise an der möglichst gleichen Messstelle durchgeführt. Bei der pyrometrischen Vergleichsmessung setzt man dabei einen speziellen schwarzen Temperaturlack zur Normierung des Emissionsgradwertes ein.
Anschließend wird mit dem zweiten Pyrometer die Temperatur der geschwärzten Fläche gemessen, während am ersten Pyrometer, welches auf die ursprüngliche Oberfläche des Messobjekts blickt, der Emissionsgradwert so eingestellt wird, dass beide Geräte die gleiche Temperatur anzeigen. Im Nachfolgenden wird nun die Reproduzierbarkeit der Vergleichsmessung über den gewünschten Temperaturbereich kontrolliert. So lässt sich auch in einer laufenden Produktion ohne die Verwendung eines Temperaturlackes die korrekte Temperaturmessung gewährleisten.