Pyrometer technology
Temperature monitoring for inductive heating
The inductive heating process is one of the most efficient methods of contactlessly heating workpieces for joining, soldering and other processes. The output is set with precision on the high or low frequency converters. An individually adjusted inductor with an optimised rate of efficiency heats the component or specific areas of the component.
But how do we make sure that the required temperature remains constant?
Temperature-regulated process monitoring and control with pyrometers
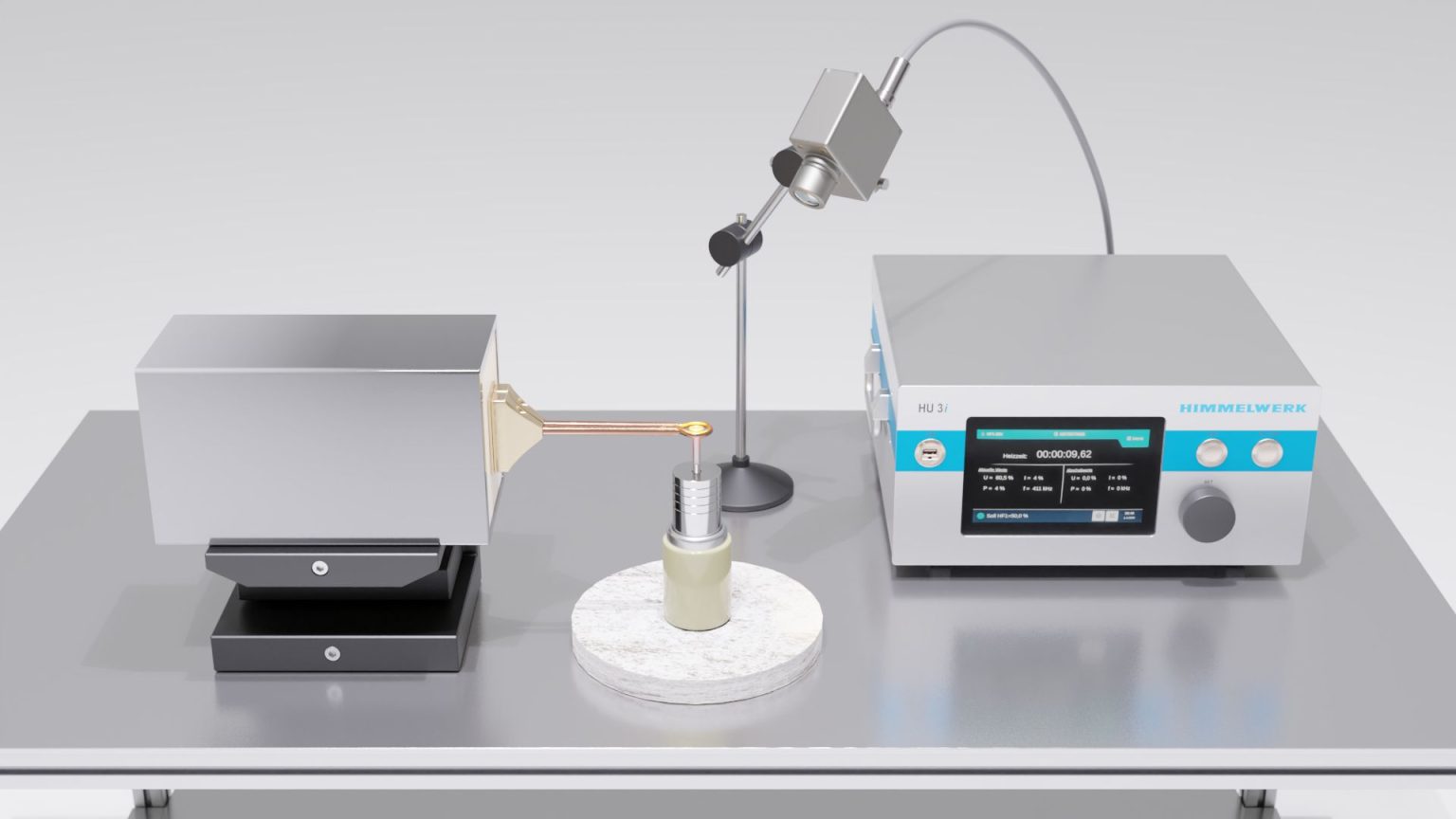
With a Pyrometer, the temperature is measured without any contact and controlled with a predefined set value. This is done by transmitting the measured temperature to the controller, where the software evaluates the temperature and adjusts the output of the converter as necessary.
A particular benefit of the pyrometer is that the induction heating system can be operated autonomously without the plant control system having to take over the temperature monitoring. This makes process integration simpler and more cost-effective.
Areas of application of a pyrometer
Joining
FJoining technology using inductive heating is highly efficient. With no need to heat complete workpieces in convection ovens, the workpieces can even be joined when parts are already being machined.
However, this requires precision controlling to ensure that the maximum temperature is not exceeded. This is why induction machines with pyrometers are often used for joining engine housings with pre-assembled bearings or for partially coated housing elements, among other applications.
Soldering
Soldering tasks can also be completed faster and more efficiently with induction heating than with conventional heating methods.
In this case, however, guaranteeing the correct temperature for a good wetting is just as important as not exceeding the maximum temperature so as not to damage the materials surrounding the soldering point.
Forming
When forming and forging metal parts, the pyrometric temperature measurement facilitates the process monitoring required to maintain the required target temperature. This allows other process steps to be approved.
Other applications
In almost all areas of application a pyrometric temperature measurement can be used for process monitoring or temperature-regulated control. For many applications within research and industry, precision monitoring of temperature is absolutely essential. With a pyrometer, the process is automated and made simpler, because no contact is required.
Physical principles of pyrometer technology
Pyrometer temperature measurement exploits the simple fact that every body emits thermal radiation (infrared radiation). This thermal radiation is detected by the pyrometer and the temperature value is given as a digital output.
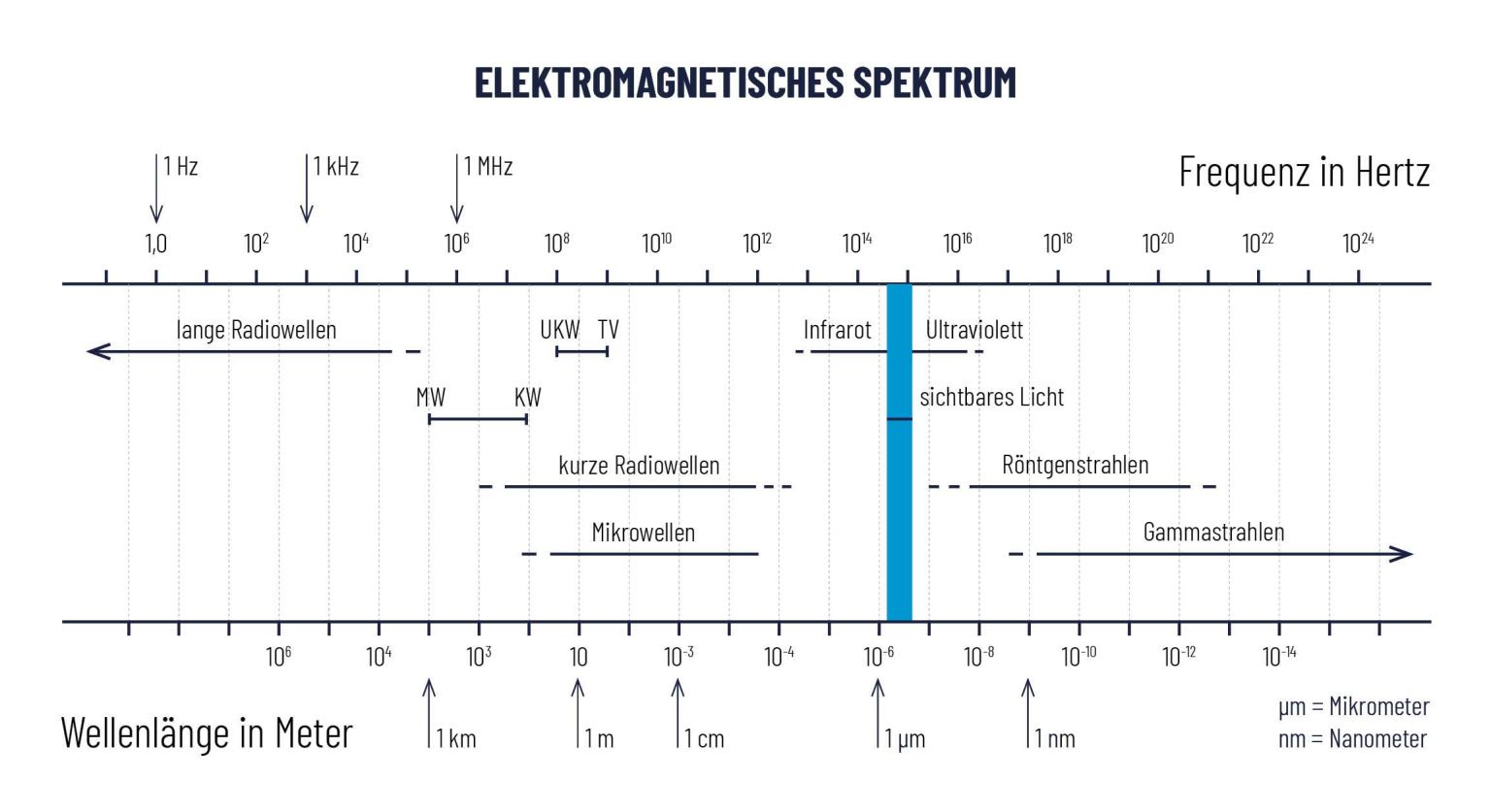
The physical principles of this are based on the electromagnetic spectrum of infrared radiation for metallic materials in induction heating tasks. Empirically speaking, spectral bands of pyrometers ranging from approx. 0.5 to 2.8 µm are used, since metallic materials have a high emissivity value at short wavelengths in the near infrared range.
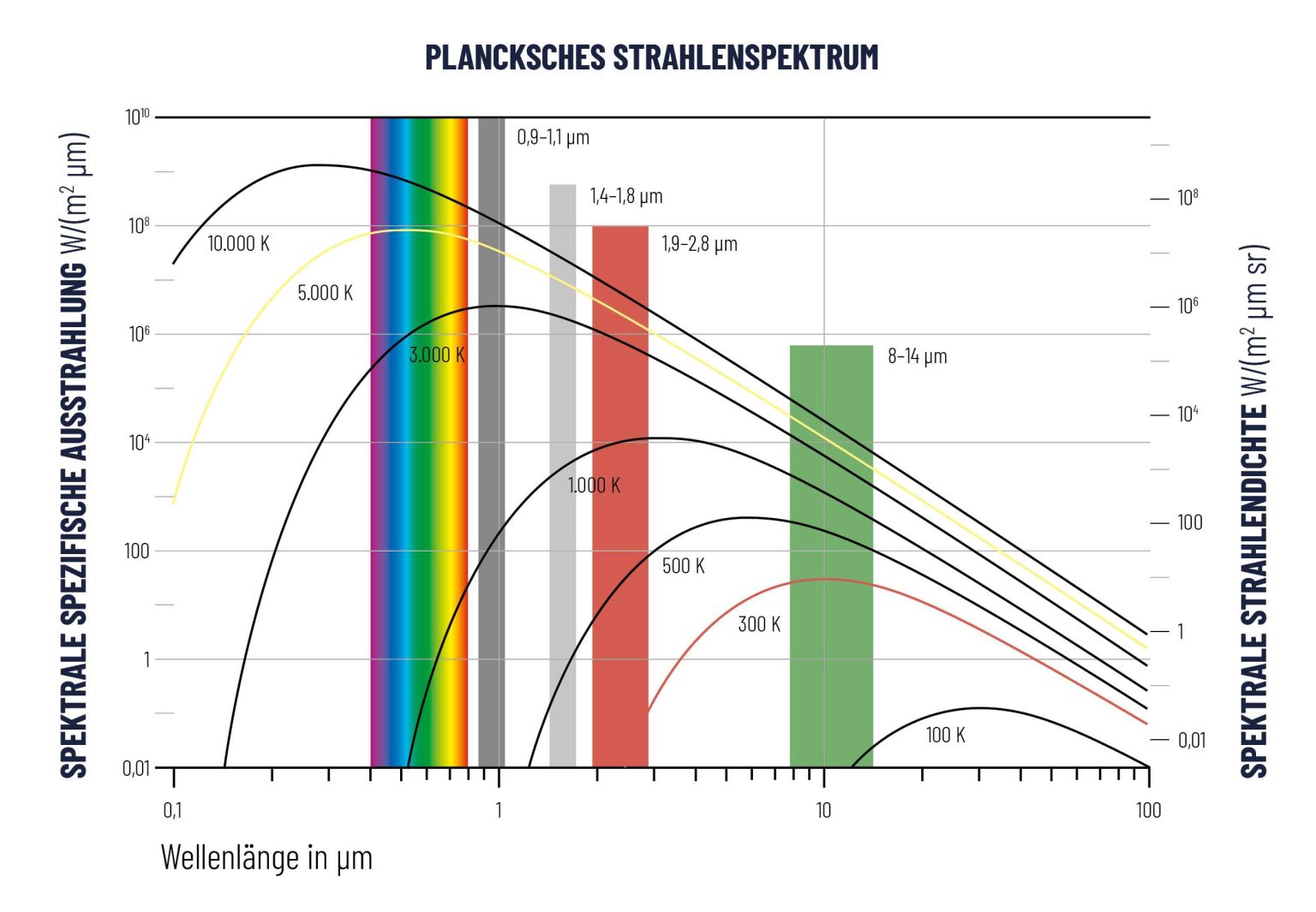
Wien’s displacement law, by contrast, describes radiation intensities and temperature dependencies. The higher the measured temperature, the shorter the wavelength selected by the pyrometer for the spectral bands.
At the same time, Kirchhoff’s law of thermal radiation states that the material characteristics of a physical body are determined by reflection, absorption and transmission. A certain proportion of the incident radiation is reflected on smooth light-coloured surfaces. For metals, transmission can be impinged using the value zero, because the pyrometric measurement of temperature in metals generally takes place on the component surface in a solid state.
Planck’s radiation law is a fundamental hallmark for contactless temperature measurement. It describes the radiation output emitted by a black body as a function of temperature and wavelength. Planck’s black body is used as a reference source in the modern day quality standard for calibrating pyrometers, and therefore fulfils the highest certification requirements for pyrometers for research and industry.
In practice, what’s known as the emissivity value plays a decisive role. To determine the true temperature and the emissivity, a comparison measurement is taken using a reference instrument for temperature measurement, preferably at the most even measuring point possible. For the pyrometric comparison measurement, a thermal paint is applied to increase the emissivity value. A second pyrometer takes measurements from the black surface, while the emissivity value of the first pyrometer, which is pointed at the original surface of the measurement object, is adjusted so that both devices show the same temperature. The reproducibility of the comparison measurement is subsequently now controlled by the required temperature range.