Pyrometertechniek
Temperatuurbewaking bij inductieve verwarming
Het inductieve verwarmingsproces is een van de meest efficiënte methoden voor contactloze verwarming van werkstukken voor verbinden, solderen en andere processen. Het vermogen wordt nauwkeurig ingesteld op de hoge- of middenfrequentieomvormer. Een individueel aangepaste inductor met geoptimaliseerde efficiëntie verwarmt de component of speciale componentgebieden.
Maar hoe zorgt men ervoor dat de benodigde temperatuur constant blijft?
Temperatuurgestuurde procesbewaking en regeling met pyrometers
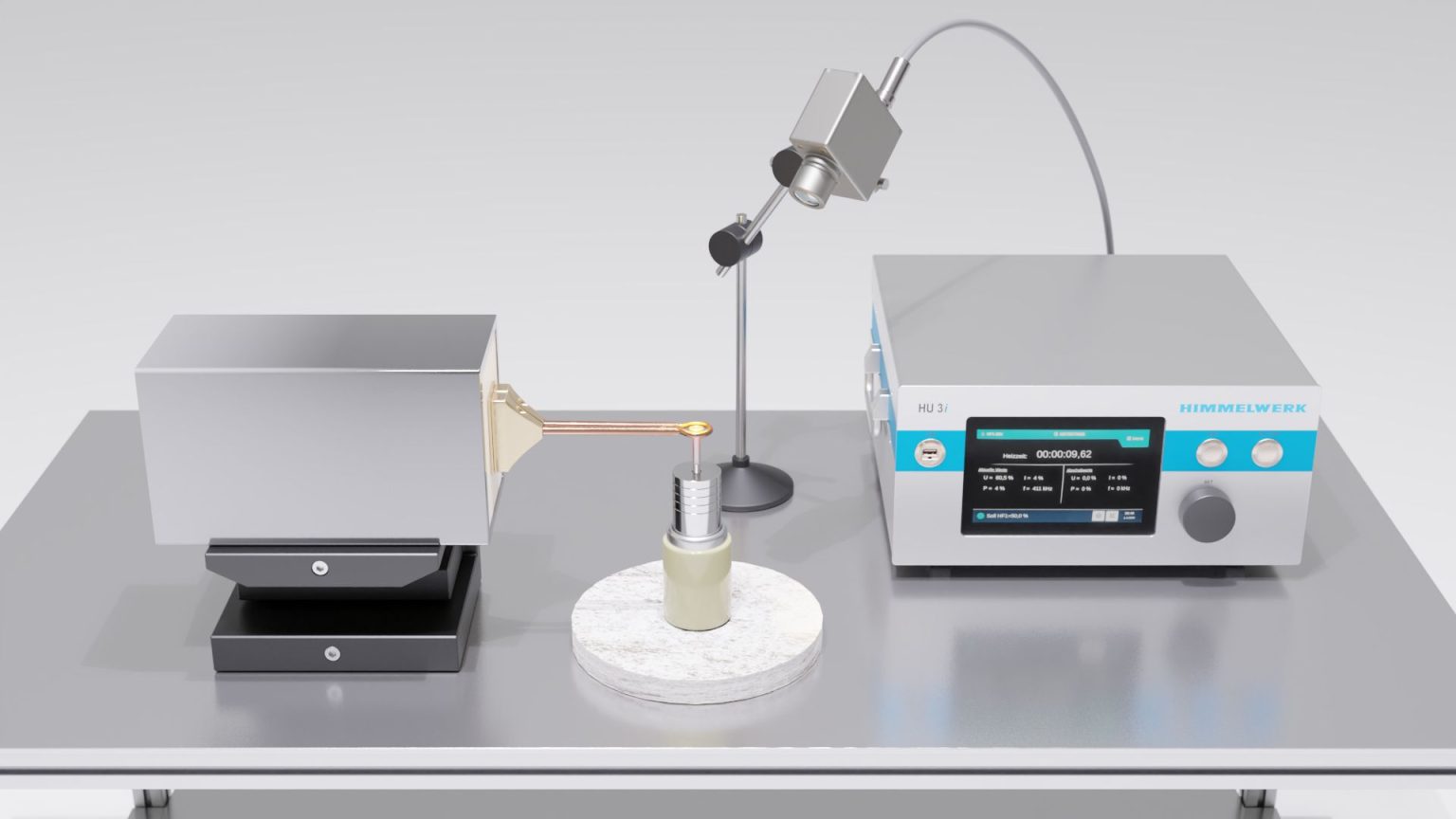
Met een pyrometer wordt de temperatuur contactloos gemeten en door een vooraf ingestelde gewenste waarde geregeld. Hiertoe wordt de gemeten temperatuur aan de regelaar doorgegeven waarvan de software deze evalueert en indien nodig het vermogen van de omvormer bijstelt.
Een bijzonder voordeel van de pyrometer is dat het inductieve verwarmingssysteem volledig onafhankelijk kan worden gebruikt zonder dat de systeembesturing de temperatuurbewaking moet overnemen. Hierdoor is de procesintegratie eenvoudiger en goedkoper.
Toepassingsgebieden van een pyrometer
Verbinden
Verbindingstechniek is met inductieve verwarming zeer efficiënt. Omdat de werkstukken niet meer volledig worden verwarmd in convectieovens, kunnen ze ook worden verbonden als onderdelen al zijn bewerkt.
Daarvoor moet echter nauwkeurig gecontroleerd worden dat de maximumtemperatuur niet overschreden wordt. Inductiesystemen met pyrometer worden daarom onder andere bij het verbinden van motorbehuizingen met voorgemonteerde lagers of bij deels gecoate behuizingscomponenten toegepast.
Solderen
Ook soldeertaken lukken met inductieve verwarming sneller en efficiënter dan met traditionele verwarmingsmethoden.
Hier moet echter evenzeer de juiste temperatuur voor een hoogwaardige bevochtiging worden gegarandeerd als het niet overschrijden van de maximumtemperatuur om de materialen rond het te solderen punt niet te beschadigen.
Vormen
Bij het omvormen en smeden van metalen componenten voldoet de pyrometrische temperatuurmeting aan de noodzakelijke procesbewaking om de gewenste doeltemperatuur te controleren. Daarmee kunnen verdere processtappen worden vrijgegeven.
Verder toepassingen
In bijna alle toepassingsgebieden kan een pyrometische temperatuurmeting worden gebruikt voor de procesbewaking of temperatuurgestuurde regeling.
In veel onderzoeks- en industriële toepassingen is nauwkeurige temperatuurbewaking een must. Met een pyrometer wordt die geautomatiseerd en eenvoudiger, omdat deze contactloos kan plaatsvinden.
Fysieke grondbeginselen van de pyrometertechnologie
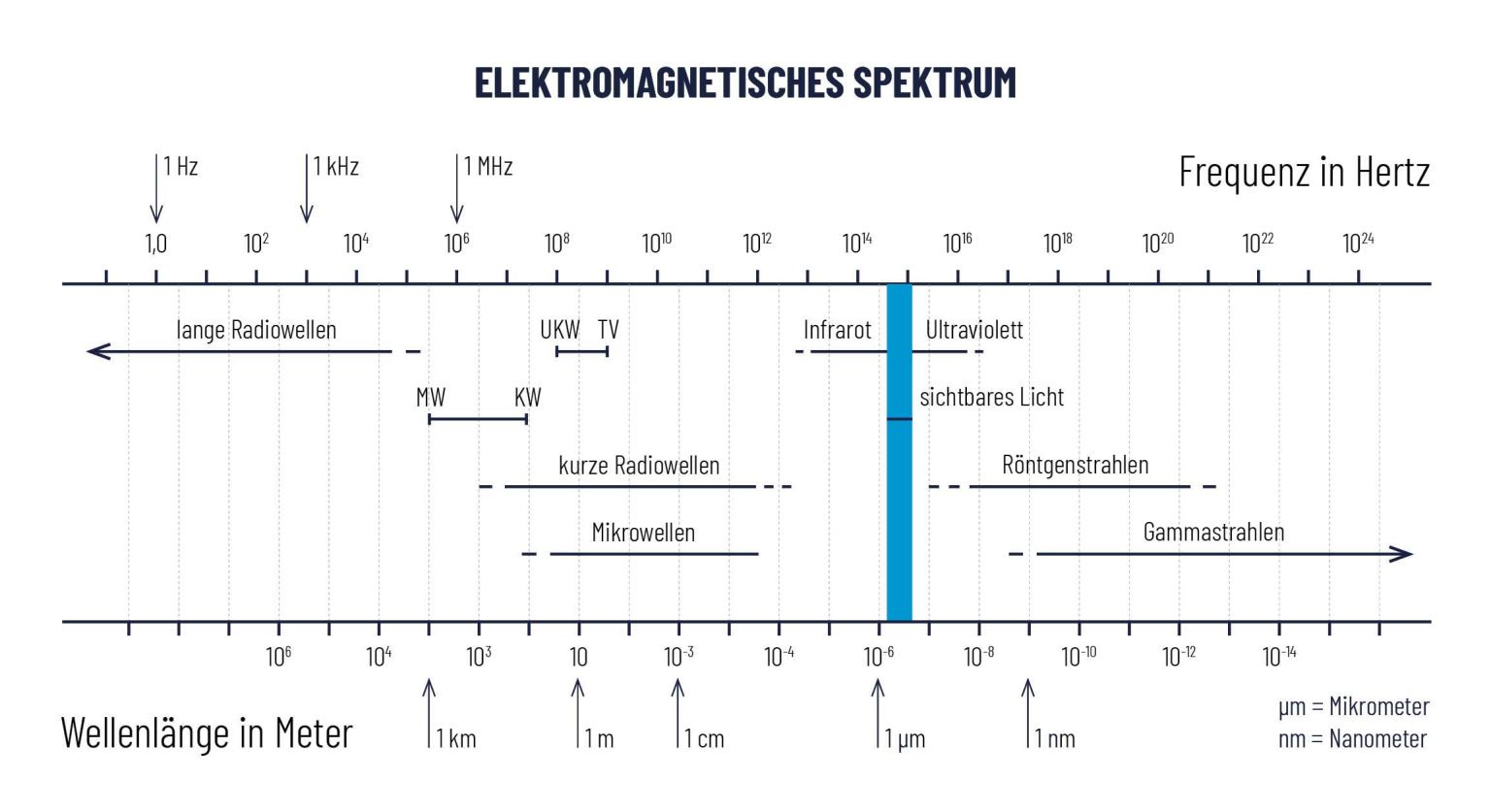
De pyrometertemperatuurmeting maakt gebruik van het simpele feit dat elk lichaam warmtestraling (infraroodstraling) afgeeft. Deze warmtestraling wordt door de pyrometer gedetecteerd en in digitale vorm als temperatuurwaarde afgegeven.
De fysische principes zijn gebaseerd op het elektromagnetische spectrum van de infraroodstraling voor metalen materialen bij inductieverwarmingstaken. De ervaring heeft geleerd dat hier de spectrale banden van pyrometers van ca. 0,5 tot 2,8 µm worden gebruikt, omdat metalen materialen een hogere emissiviteitswaarde hebben bij korte golflengten in het nabij-infrarode bereik.
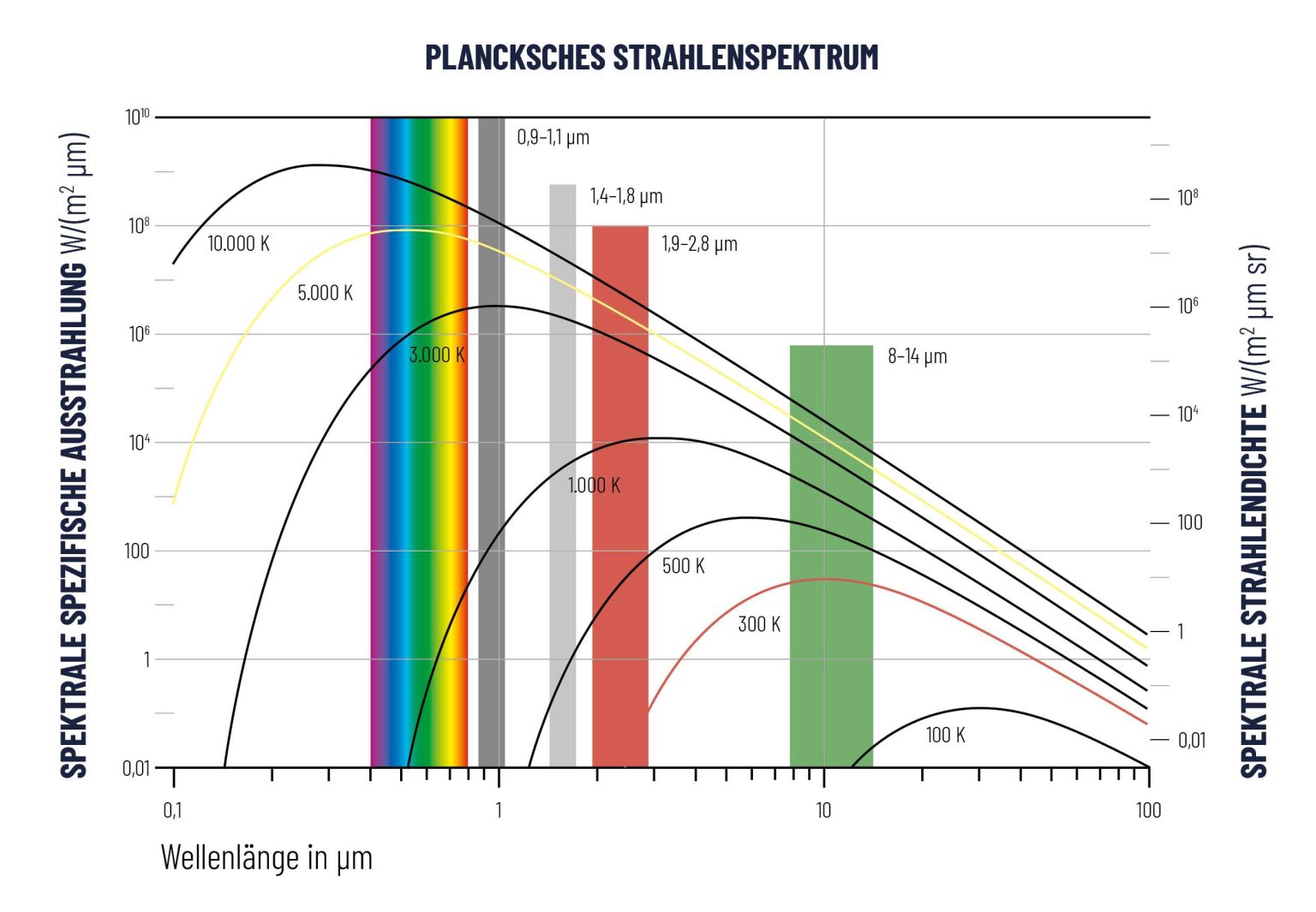
De verplaatsingswet van Wien daarentegen beschrijft de stralingsintensiteit en de temperatuurafhankelijkheid. Hoe hoger de gemeten temperatuur, hoe korter de keuze van de spectrale band van de pyrometer.
Tegelijkertijd bepaalt de stralingswet van Kirchhoff dat de materiaaleigenschappen van echte objecten worden bepaald door reflectie, absorptie en transmissie. Een bepaald deel van de invallende straling wordt op lichte gladden oppervlakken gereflecteerd. Bij metalen kan de waarde nul worden toegepast op de transmissie, aangezien de pyrometrische temperatuurmeting gewoonlijk plaatsvindt op het componentoppervlak bij metalen in vaste aggregatietoestand.
In wezen is de stralingswet van Planck een kenmerk van contactloze temperatuurmeting. Het beschrijft de stralingskracht van een zwarte straler als functie van temperatuur en golflengte. De zwartstraler van Planck wordt in de huidige kwaliteitsnorm gebruikt als referentiebron voor de ijking van pyrometers en voldoet daarmee aan de hoogste eisen van de certificering van pyrometers voor onderzoek en industrie.
In de praktijk speelt de zogenaamde emissiviteitswaarde een grote rol. Bij het bepalen van de werkelijke temperatuur en de emissiviteit wordt idealiter een vergelijkende meting uitgevoerd op hetzelfde meetpunt met behulp van een referentiemeetapparaat voor het bepalen van de temperatuur. Bij de pyrometrische vergelijkingsmeting past men daarbij een temperatuurlak voor de verhoging van de emissiviteitswaarde toe. Een tweede pyrometer wordt gebruikt om op het zwarte oppervlak te meten, terwijl de eerste pyrometer, die naar het oorspronkelijke oppervlak van het meetobject kijkt, de emissiviteitswaarde aanpast zodat beide apparaten dezelfde temperatuur weergeven. Vervolgens wordt nu de reproduceerbaarheid van de vergelijkingsmeting over het gewenste temperatuurbereik gecontroleerd.